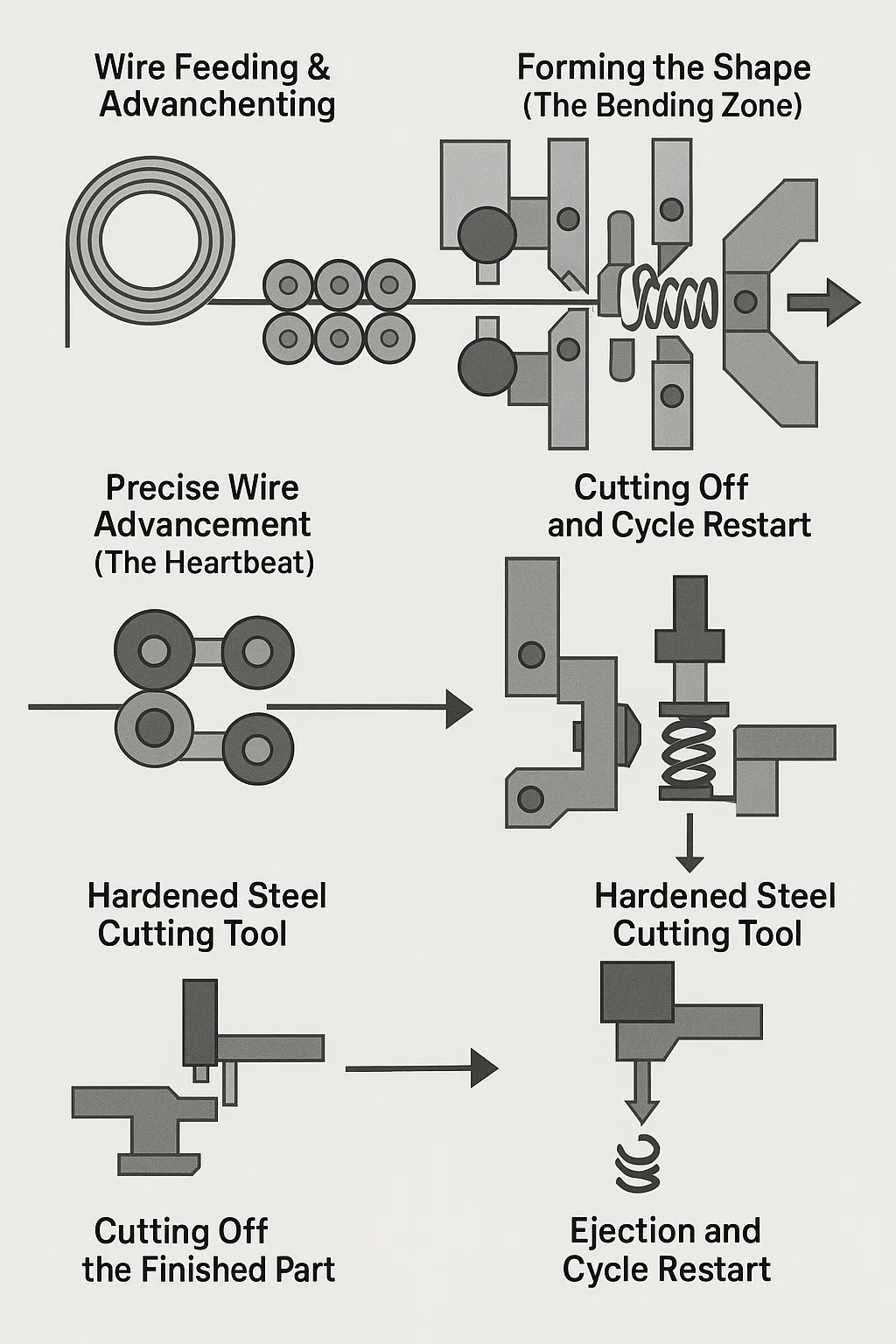
Máquinas de mola transformar fio de metal enrolado em molas ou formas de fio através de uma sequência precisa de ações mecânicas. Veja como eles funcionam:
O fio enrolado é montado em uma bobina giratória atrás da máquina.
O fio alimenta um conjunto de rolos de endireitamento (normalmente 5 a 10 rolos de aço endurecido dispostos alternadamente). À medida que o fio passa, esses rolos aplicam pressão controlada para remover quaisquer curvas ou dobras da memória da bobina, produzindo um fio perfeitamente reto que entra na área de formação.
O fio esticado passa entre um par de rolos de alimentação serrilhados e poderosos.
Um servo motor (em máquinas CNC) ou um mecanismo acionado por came (em máquinas mecânicas) gira esses rolos de forma intermitente. Cada rotação empurra um comprimento de fio calculado com precisão para dentro das ferramentas de conformação. Este comprimento exato de alimentação determina características críticas como o comprimento total da mola e o espaçamento das bobinas.
À medida que o fio avança, ele se move para a área de conformação onde múltiplas ferramentas de conformação (também chamadas de ferramentas, dedos ou corrediças) são posicionadas.
Essas ferramentas são montadas em postes de ferramentas resistentes em torno de um mandril central (mandril) ou pino formador que define o diâmetro interno.
Cams (Mecânicos) ou Servos (CNC): Ditam a sequência de movimento:
Máquinas Mecânicas: Os cames rotativos empurram ou puxam fisicamente as alavancas conectadas às ferramentas de conformação por meio de ligações. Cada perfil de came controla o tempo e a distância que uma ferramenta se move para dentro ou para fora.
Máquinas CNC: Servomotores individuais acionam diretamente cada ferramenta de conformação de forma independente. Um programa de computador controla com precisão a posição, velocidade e tempo de cada movimento da ferramenta.
As ações de flexão: À medida que o arame avança para a posição correta:
Uma ferramenta pode bater lateralmente para criar uma dobra ou deslocamento.
Outra ferramenta pode girar bruscamente para enrolar o fio ao redor da árvore, formando uma bobina.
As ferramentas podem ser pressionadas verticalmente para criar laços ou ganchos nas extremidades.
Uma ferramenta de inclinação pode se mover em sincronia com a alimentação para controlar o espaçamento entre as bobinas à medida que elas se enrolam.
Múltiplas ferramentas atuam em sucessão rápida e coordenada para dobrar progressivamente o fio na forma complexa desejada.
Uma vez formada a dobra final, uma ferramenta de corte de aço endurecido (geralmente uma lâmina ou guilhotina) é acionada.
Ele se move rápida e vigorosamente contra uma bigorna ou lâmina estacionária, cortando a mola formada ou a parte de arame de forma limpa do material de alimentação de arame restante.
O momento do corte é sincronizado precisamente com o final do ciclo de conformação.
Após o corte, a peça formada pode cair por gravidade em uma calha ou empurrada suavemente para fora da zona de formação por uma ferramenta de retração.
As ferramentas de conformação retraem simultaneamente de volta às suas posições "iniciais".
Os rolos de alimentação avançam imediatamente o próximo comprimento preciso de fio.
O ciclo se repete continuamente em alta velocidade (potencialmente centenas de peças por minuto).

TK-208A/TK-208B MÁQUINA DE COBERTURA DE MOLA CNC TK-208A/TK-208B ......
Veja detalhes
TK-312 TK-312 3 EIXOS CNC MOLA MÁQUINA DE COLOCAÇÃO DE MOLA ...
Veja detalhes
TK-320 TO-320 MÁQUINA DE ENBOBRAMENTO DE MOLA CNC DE 3 EIXOS ...
Veja detalhes
TK-335 TO-335 MÁQUINA DE ENBOBRAMENTO DE MOLA CNC DE 3 EIXOS ...
Veja detalhes
TK-535 TK-535 5 EIXOS CNC MÁQUINA DE COLOCAÇÃO DE MOLA ...
Veja detalhes
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ MÁQUINA DE FORMAÇÃO DE MOLAS CNC DE 3 EIX......
Veja detalhesCódigo QR móvel

 Linguagem
Linguagem  中文简体
中文简体
