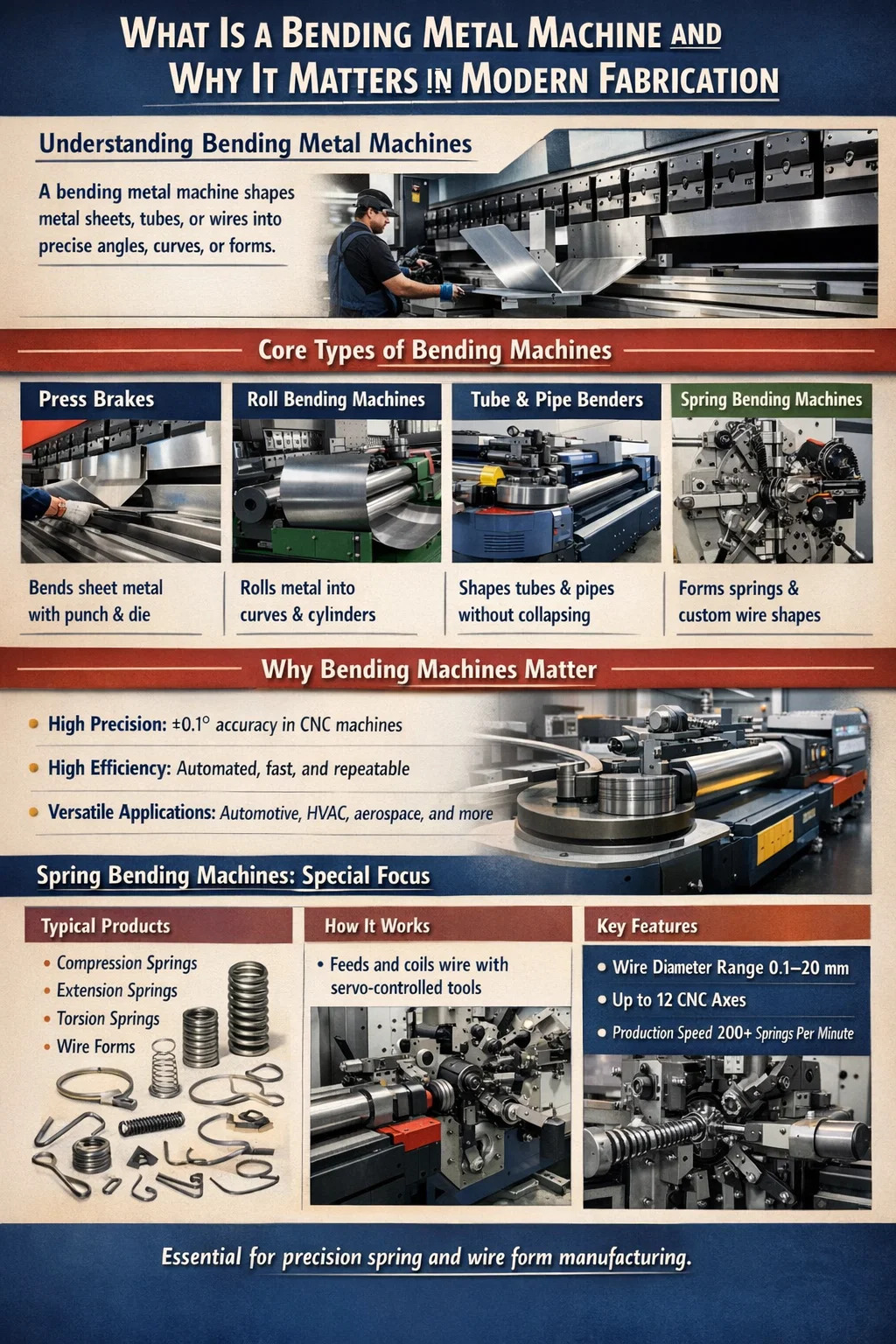
Um máquina de dobrar metal é um equipamento industrial projetado para deformar peças metálicas - folhas, barras, tubos ou fios - em ângulos precisos, curvas ou formas tridimensionais complexas sem corte ou soldagem. Um conclusão principal é direta: se a sua linha de produção exige formas metálicas consistentes e repetíveis em escala, uma dobradeira dedicada não é um equipamento opcional – é a espinha dorsal do seu fluxo de trabalho. A dobra manual introduz erro humano, raios de curvatura inconsistentes e fadiga do operador; a flexão mecanizada elimina todos os três.
As modernas máquinas de dobra de metal variam desde simples dobradeiras hidráulicas, capazes de dobrar chapas de aço macio de 3 mm, até sofisticados sistemas CNC multieixos que podem executar 40 sequências de dobra distintas em um único ciclo automatizado. Uma prensa dobradeira CNC de médio porte, por exemplo, pode atingir repetibilidade angular de ±0,1°, o que é essencialmente inatingível por meio de operação manual. Para suportes automotivos, dutos HVAC, estruturas de móveis, gabinetes elétricos e centenas de outras categorias de produtos, esse nível de precisão não é um luxo — é um requisito de fabricação.
A dobradeira de mola é um subconjunto especializado da família mais ampla de dobradeiras. Enquanto uma dobradeira geral se concentra em chapas metálicas, uma máquina de dobra de mola é projetado especificamente para enrolar, enrolar e formar fios ou hastes em molas de compressão, molas de extensão, molas de torção e formas de fio personalizadas. Esses dois tipos de máquinas geralmente coexistem na mesma instalação — e entender como eles se complementam é essencial para qualquer gerente de fabricação que adquira equipamentos.
O termo "máquina para dobrar metal" é um guarda-chuva que abrange várias arquiteturas de máquinas distintas. Escolher o tipo errado para sua aplicação resulta em peças de baixa qualidade, desgaste excessivo das ferramentas e gastos de capital desnecessários. Abaixo está uma análise estruturada das principais categorias.
A dobradeira é a máquina dobradeira de chapa metálica mais amplamente utilizada em todo o mundo. Ele usa um conjunto de punção e matriz para aplicar força localizada ao longo de uma linha reta, criando uma única dobra por golpe. As dobradeiras hidráulicas dominam as aplicações de serviço pesado - dobra de chapas de aço de até 25 mm de espessura em comprimentos de dobra de 6 metros ou mais. As servoprensas dobradeiras elétricas, cada vez mais populares desde 2018, oferecem economia de energia de 30 a 50% em comparação com suas contrapartes hidráulicas e proporcionam tempos de ciclo mais rápidos para trabalhos de espessura fina (0,5 a 3 mm). As prensas dobradeiras CNC adicionam posicionamento programável do medidor traseiro, compensação automática de coroamento e sequenciamento de dobra em várias etapas, reduzindo o tempo de configuração de horas para minutos ao alternar entre programas de peças.
As máquinas dobradeiras de rolos - também chamadas de rolos de placas ou dobradeiras de seção - usam dois ou três rolos acionados para curvar continuamente o metal em arcos, anéis ou cilindros. Eles são indispensáveis para a fabricação de vasos de pressão, produção de tubos, estruturas metálicas arquitetônicas e fabricação de tanques. Uma máquina simétrica de três rolos é o padrão para a produção de cilindros de grande diâmetro a partir de chapa plana. Uma máquina de quatro rolos adiciona um quarto rolo que pré-dobra a borda principal, eliminando o ponto plano que é a limitação clássica dos designs de três rolos. Raios de curvatura desde curvas estreitas de 150 mm até arcos suaves que abrangem vários metros são alcançáveis dependendo da tonelagem da máquina e do diâmetro do rolo.
As dobradeiras de tubos dobram seções ocas – tubos redondos, quadrados ou retangulares – sem desmoronar a seção transversal. A dobragem rotativa, o método mais preciso, fixa o tubo contra uma matriz de moldagem e gira-o em torno de uma matriz de dobra fixa, muitas vezes com um mandril interno que evita o colapso da parede. Este método é padrão em sistemas de exaustão automotivos, gaiolas de segurança, quadros de bicicletas e linhas hidráulicas aeroespaciais. As dobradeiras de tubos CNC com cabeçotes de ferramentas multi-stack podem produzir peças que exigem múltiplas dobras em planos diferentes – um único componente de escapamento automotivo pode ter de 8 a 12 dobras distintas programadas em sequência.
As máquinas dobradeiras de fio e dobradeiras de molas lidam com materiais de diâmetro menor - normalmente fios de 0,1 mm a 20 mm de diâmetro - e os transformam em formas complexas de fios bidimensionais ou tridimensionais, clipes, suportes, ganchos e molas. Esta categoria merece discussão dedicada e é abordada em profundidade nas seções subsequentes.
| Tipo de máquina | Materiais Primário | Tolerância Típica | Indústrias Comuns |
|---|---|---|---|
| Prensa dobradeira CNC | Chapa metálica 0,5–25 mm | ±0,1° | HVAC, eletrônica, construção |
| Rolo de Prato | Placa até 100 mm | ±1–2 mm de diâmetro | Vasos de pressão, tanques |
| Dobrador de tubo CNC | DE do tubo 6–200 mm | ±0,2° | Umutomotive, aerospace |
| Máquina dobradeira de mola | Fio 0,1–20 mm | Passo de ±0,05 mm | Molas, formas de arame, clipes |
Um máquina de dobra de mola - também conhecida como máquina de enrolamento de mola, formadora de mola CNC ou máquina formadora de fio, dependendo da configuração - é uma máquina de dobra de metal altamente especializada projetada para processar estoque de fio em molas e formas de fio com alto rendimento. A compreensão do seu princípio de funcionamento ajuda a esclarecer por que ela não pode simplesmente ser substituída por uma dobradeira de uso geral.
O fio é retirado de um carretel ou endireitado de uma bobina e alimentado através de rolos guia de precisão até a zona de formação. O mecanismo de alimentação — normalmente um sistema de rolo de pressão acionado por servo — controla o comprimento do fio dispensado com uma precisão de ±0,05 mm. Na zona de formação, um ponto de enrolamento ou ferramenta de formação desvia o fio para criar o diâmetro da bobina. A ferramenta de passo controla simultaneamente o avanço axial da bobina, determinando o comprimento livre e o passo da mola. Um mecanismo de corte – um cortador rotativo ou uma faca de came acionada por came – separa a mola acabada do fio no ponto programado.
Nas dobradeiras de mola CNC, cada eixo – comprimento de avanço, posição do ponto de enrolamento, ângulo de inclinação da ferramenta e tempo de corte – é servocontrolado de forma independente e sincronizado por meio de um controlador de movimento central. Máquinas de ponta de fabricantes como Wafios, Itaya ou Bamatec podem produzir molas de compressão a taxas superiores a 200 peças por minuto para fios de pequeno diâmetro (abaixo de 1 mm), com repetibilidade dimensional que o enrolamento manual da mola não consegue alcançar.
Springback – a recuperação elástica do metal após a dobra – é o desafio central em todas as operações de dobra de metal, mas é especialmente crítico na fabricação de molas. Como o desempenho funcional da mola depende de dimensões geométricas precisas (comprimento livre, diâmetro da bobina, passo), qualquer retorno elástico que cause desvio dimensional se traduz diretamente em uma mola que não cumpre a especificação de carga. As dobradeiras de molas CNC compensam o retorno elástico por meio de algoritmos: o software de controle dobra o fio em uma quantidade calculada para que, após a recuperação elástica, a mola acabada caia na dimensão desejada. Esse valor de sobrecurvatura varia de acordo com o material do fio, diâmetro, condição de têmpera e raio de curvatura, e as máquinas modernas armazenam esses valores em bibliotecas de materiais para rápida troca de trabalho.
A compra de uma dobradeira de metal - seja uma prensa dobradeira, uma dobradeira de mola ou uma dobradeira de tubos - requer a avaliação de um conjunto de parâmetros técnicos que determinam se a máquina pode realmente produzir suas peças. Confiar na descrição de um vendedor sem verificar esses números em relação aos seus requisitos de peças é como as empresas acabam com máquinas que não conseguem fazer o trabalho.
O material a ser dobrado determina a seleção da ferramenta, os requisitos de tonelagem, a compensação do retorno elástico e o raio de curvatura alcançável. Nem todos os metais dobram igualmente, e uma máquina para dobrar metal otimizada para aço-carbono pode produzir resultados totalmente diferentes - ou falhar completamente - ao tentar dobrar aço para mola endurecido ou titânio.
O material de referência padrão para máquinas de dobra de metal. O aço-carbono (resistência ao escoamento de aproximadamente 250 MPa) é tolerante, dobra-se perfeitamente e tem retorno elástico moderado. É o material usado nas classificações de tonelagem da máquina e nas recomendações de abertura da matriz. O aço-carbono grau S235 ou A36 dobra-se de forma confiável até um raio de curvatura interno mínimo de 0,5× a espessura do material sem rachar.
O aço HSLA (resistência ao escoamento de 350 a 700 MPa) e os graus AHSS usados em estruturas de carrocerias automotivas exigem significativamente mais tonelagem para dobrar - muitas vezes 2 a 3 vezes a tonelagem necessária para espessura equivalente de aço-carbono . O retorno elástico também é proporcionalmente maior: uma dobra de 90° no aço HSLA pode exigir a programação do punção para 84-87° para atingir 90° após a recuperação do retorno elástico. A abertura da matriz também deve ser mais larga para evitar rachaduras na linha de dobra.
Umustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
Umluminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
O aço para molas - normalmente aço com alto teor de carbono (0,6-1,0% carbono) ou liga de aço para molas, como 51CrV4 - é o material principal para máquinas dobradeiras de molas. Esses materiais têm limites de escoamento de 1.000 a 2.000 MPa e retorno elástico extremamente alto. Uma dobradeira de molas deve ser capaz de aplicar forças de conformação que excedam a resistência ao escoamento do fio, ao mesmo tempo que controla com precisão a deformação plástica que determina a geometria final da mola. O fio musical (ASTM A228) é o tipo de fio de mola mais comum - mais de 70% das molas de compressão de precisão são enrolados com fio musical ou fio trefilado devido à sua resistência à tração consistente e qualidade de superfície.
| Material | Força de rendimento (MPa) | Nível de retorno | Min. Raio de curvatura | Tonelagem vs. Aço macio |
|---|---|---|---|---|
| Aço suave (A36) | 250 | Baixo | 0,5× t | 1× (linha de base) |
| Aço HSLA | 450–700 | Alto | 1,5–2× t | 2–3× |
| 304 Inox | 310 | Médio-alto | 1× t | 1,5× |
| Alumínio 6061-T6 | 276 | Médio | 3–4× t | 0,5× |
| Fio de música (ASTM A228) | 1.500–2.000 | Muito alto | 0,5–1×d | Apenas máquina de mola |
Cada máquina para dobrar metal se enquadra em um dos três níveis de controle: manual, hidráulico/mecânico com controles básicos ou CNC completo. Cada nível tem um perfil de custo/capacidade distinto, e a escolha certa depende do volume de produção, da complexidade da peça e da habilidade disponível do operador.
Freios dobradores manuais, freios de caixa e pan operados manualmente e máquinas enroladoras de mola ajustadas manualmente são apropriados para trabalho de protótipo, produção de volume muito baixo (menos de 50 peças por tiragem) ou situações onde a variedade de peças é extremamente alta e as configurações mudam constantemente. Seu custo de capital é baixo – um freio dobrador manual capaz de dobrar aço de 1,2 mm em 1 m pode ser adquirido por US$ 500 a US$ 3.000. A desvantagem é a qualidade dependente do operador, o rendimento lento e o esforço físico significativo para medidores mais pesados. Em um contexto de fabricação de molas, os tornos manuais com enrolamento de mola ainda são usados para prototipagem e pedidos personalizados de peças únicas, onde o tempo de programação CNC excederia o valor das peças.
As dobradeiras hidráulicas com um batente de profundidade simples e medidor traseiro ajustado manualmente representam o carro-chefe das oficinas de fabricação de pequeno e médio porte em todo o mundo. Essas máquinas são robustas, relativamente simples de manter e capazes de realizar trabalhos pesados. Uma prensa dobradeira hidráulica de 100 toneladas e 2,5 m com um medidor traseiro básico de 2 eixos normalmente custa de US$ 15.000 a US$ 40.000, dependendo da marca e origem. Eles são adequados para tiragens de volume médio de peças simples – flanges retos, canais e ângulos em aço-carbono ou alumínio, onde são necessárias uma ou duas dobras por peça.
O controle CNC total transforma uma dobradeira em uma célula de fabricação programável. Uma prensa dobradeira CNC armazena centenas de programas de peças, cada um definindo sequência de dobra, posições do medidor traseiro, profundidade de deslocamento do punção, correção de coroamento e parâmetros de material. Os operadores selecionam um programa, carregam a peça e a máquina executa toda a sequência de dobra automaticamente. O tempo de configuração para um trabalho repetido cai de 45 a 90 minutos (em uma máquina configurada manualmente) para menos de 5 minutos. Para uma fábrica que opera de 20 a 30 números de peças diferentes por dia, essa redução no tempo não produtivo vale mais anualmente do que o preço adicional do sistema CNC.
As máquinas dobradeiras de molas CNC oferecem benefícios análogos: uma vez escrito e qualificado um programa de molas, cada execução de produção subsequente começa a partir de uma linha de base conhecida e válida. As alterações de parâmetros – diâmetro da bobina, comprimento livre, passo – requerem apenas edições de software em vez de ajustes mecânicos. Os principais controladores CNC para máquinas de molas da Wafios (Alemanha) e Itaya (Japão) incluem feedback dimensional em tempo real: um sistema de medição integrado verifica cada mola em relação à especificação programada, rejeitando automaticamente peças fora da tolerância. O tempo de qualificação do primeiro artigo cai em 60–80% em comparação com máquinas de bobinamento ajustadas manualmente.
A máquina dobradeira é tão capaz quanto suas ferramentas. Para dobradeiras, o conjunto de punção e matriz determina o raio mínimo de dobra, o ângulo de dobra alcançável e a espessura máxima do material. Para máquinas dobradeiras de molas, as ferramentas de enrolamento, ferramentas de passo e ferramentas de corte definem as geometrias de mola que podem ser produzidas. O ferramental é um custo recorrente que deve ser levado em consideração no cálculo do custo total de propriedade.
As ferramentas padrão para dobradeiras de estilo europeu (compatíveis com Trumpf/Wila) tornaram-se o padrão global de fato, com ferramentas de um fabricante adaptando máquinas de dezenas de outros. Os perfis de punção variam de punções de ângulo agudo (30°) para flanges apertadas, punções de pescoço de ganso para dobra profunda de caixas e punções de bainha para dobras de raio zero. As aberturas da matriz em V são selecionadas com base na espessura do material: a regra prática da indústria é abertura em V = 6–10× espessura do material para dobra a ar. Punções e matrizes de aço para ferramentas endurecidas em configurações padrão duram de 500.000 a 1.000.000 golpes antes de exigirem recondicionamento. Ferramentas especiais — rolos seguidores para curvatura radial, punções offset para flanges estreitas — adicionam versatilidade, mas aumentam o custo de estoque de ferramentas.
As ferramentas para uma dobradeira de mola são mais específicas da aplicação do que as ferramentas para dobradeiras. Os pontos de enrolamento são normalmente com ponta de carboneto de tungstênio para suportar a abrasão contínua de fio de alta resistência em alta velocidade. Um ponto de enrolamento pode durar de 50 a 200 milhões de ciclos antes da substituição, mas isso varia significativamente com a condição da superfície do fio e a lubrificação. Ferramentas de passo, tubos guia e ferramentas de corte também estão sujeitos a desgaste e devem ser verificados em intervalos regulares. Manter um estoque de consumíveis de ferramentas — especialmente para molas de produção de alto volume — evita dispendiosos tempos de inatividade não planejados. O custo de um conjunto completo de ferramentas para um novo perfil de mola em uma dobradeira de mola CNC varia de US$ 200 a US$ 2.000, dependendo da complexidade, o que é modesto em comparação com o custo de ferramentas de prensa dobradeira para geometrias de peças incomuns.
Cada operação de dobradeira de metal encontra problemas recorrentes de qualidade. Identificar a causa raiz – máquina, ferramental, material ou programação – é o pré-requisito para resolver o problema. A seguir estão os defeitos mais comuns encontrados em operações de prensa dobradeira e dobra de mola, com suas causas e correções.
Sintoma: Uma curva de 90° mede 90° no centro, mas 92° nas extremidades, ou vice-versa. Causa em uma prensa dobradeira: deflexão da estrutura da máquina (arqueamento) sob carga, fazendo com que o centro da base desvie mais do que as extremidades. Correção: ativar o sistema de coroamento; se a máquina não tiver coroamento, use uma matriz segmentada com seções mais grossas no centro ou reduza o comprimento da dobra para permanecer dentro da capacidade nominal de dobra reta da máquina. Em uma dobradeira de mola, a variação do passo ao longo do comprimento da mola sugere uma ferramenta de passo desgastada ou um endireitamento inconsistente do fio.
Sintoma: As peças dobradas no mesmo programa saem com ângulos ligeiramente diferentes — dentro de um único lote ou entre lotes. Causa: variação das propriedades do material entre bobinas ou chapas. Mesmo material certificado para o mesmo grau pode variar em ±5–10% no limite de escoamento entre as séries de produção. Correção: a flexão inferior (cunhagem) em vez da flexão a ar elimina a variação do retorno elástico ao custo de uma tonelagem maior - o material é totalmente deformado plasticamente através de sua espessura. Para flexão de mola, isso se manifesta como dispersão de comprimento livre e é corrigido apertando as especificações do fornecedor do fio (faixa de resistência à tração), melhorando o endireitamento do fio e usando medição de feedback de circuito fechado para ajustar os parâmetros de formação em tempo real.
Sintoma: A superfície externa da curva desenvolve microfissuras ou fraturas visíveis. Causas: raio de curvatura muito apertado para o material, flexão contra a direção da fibra do material (direção de laminação) ou uso de material endurecido com ductilidade insuficiente. Correção: aumentar o raio de curvatura interno (mínimo 1× espessura do material para a maioria dos aços na direção transversal, 2× na direção longitudinal para ligas mais duras). Para chapas metálicas, oriente as peças de forma que a linha de dobra fique perpendicular à direção de laminação. Para fio de mola, rachaduras indicam defeitos na superfície do fio ou um raio de enrolamento abaixo do mínimo para aquele diâmetro e têmpera do fio.
Sintoma: O comprimento livre da mola começa no valor nominal e aumenta ou diminui gradualmente ao longo de uma produção sem alterações no programa. Causa: expansão térmica dos rolos de alimentação da máquina ou das ferramentas de conformação à medida que a máquina aquece após a partida a frio, ou desgaste progressivo do ponto de enrolamento alterando o raio de enrolamento efetivo. Correção: permita um período de aquecimento de 15 a 20 minutos antes da medição da produção; monitorar e registrar o comprimento livre em um gráfico de controle estatístico do processo durante toda a execução; estabeleça intervalos de troca de ferramenta com base no desvio de comprimento medido em vez de intervalos de tempo arbitrários.
Compreender quais indústrias dependem mais fortemente de máquinas para dobrar metais ajuda a contextualizar a escala desta categoria de equipamentos e os riscos envolvidos na seleção e manutenção de máquinas.
Um single passenger vehicle contains an estimated 100 a 200 componentes de mola individuais - molas de válvula, molas de suspensão, molas de assento, molas de retorno de freio, molas de embreagem e dezenas de clipes e retentores de arame. Cada um deles é produzido em uma dobradeira de molas. As dobradeiras de chapa metálica produzem reforços de corpo, suportes, proteções térmicas e membros estruturais. Os requisitos de tolerância da indústria automotiva — combinados com volumes de produção medidos em milhões de unidades anualmente — tornam essenciais as máquinas de dobra CNC com medição durante o processo e controle estatístico do processo.
Umerospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is aproximadamente o dobro do aço em espessura equivalente, exigindo compensação sofisticada de overbend. As máquinas dobradeiras de molas na indústria aeroespacial produzem molas de trem de pouso, molas de assento ejetor e molas de retorno de cabo de controle de acordo com especificações de carga precisas verificadas por testes de carga obrigatórios.
A indústria eletrônica utiliza máquinas dobradeiras de molas para produzir molas de contato para conectores, contatos de bateria, molas de interruptores e retentores de forma de fio em materiais que variam de bronze fosforoso e cobre-berílio a aço inoxidável. Essas peças costumam ser extremamente pequenas — diâmetros de fio de 0,1 a 0,5 mm são comuns — e exigem taxas de produção de várias centenas de peças por minuto, com tolerâncias dimensionais de ±0,02 mm. As dobradeiras de chapa metálica produzem gabinetes, chassis e suportes de dissipadores de calor para equipamentos eletrônicos em alumínio e aço.
Prensas dobradeiras e dobradeiras dominam a construção e a fabricação de metal HVAC, produzindo dutos, rufos, painéis frontais, suportes estruturais, ângulos de lintel e gabinetes de equipamentos em aço galvanizado, alumínio e chapa de aço inoxidável. Uma oficina de chapas metálicas que atende ao comércio de HVAC pode operar de 3 a 8 dobradeiras de várias capacidades para lidar com diferentes materiais de bitola e tamanhos de peças. A produtividade nessas oficinas é medida por metros lineares de perfil dobrado por turno – uma operação bem executada da prensa dobradeira CNC pode produzir 2.000 a 4.000 metros lineares de produto dobrado por turno de 8 horas , dependendo da complexidade e do material da peça.
Molas médicas e formas de fios – fios-guia de cateteres, molas de clipes cirúrgicos, molas de fixação de implantes e componentes de equipamentos de diagnóstico – são produzidos em máquinas dobradeiras de molas de precisão de acordo com especificações de nível biomédico. Os materiais neste setor incluem aço inoxidável 316L, nitinol (liga com memória de forma de níquel-titânio) e titânio. A formação de fio de nitinol em uma dobradeira com mola é particularmente desafiadora: o comportamento superelástico do material significa que os modelos padrão de retorno elástico não se aplicam e os caminhos da ferramenta devem ser desenvolvidos empiricamente para a geometria de cada peça.
A aquisição de uma máquina de dobra de metal — especialmente uma máquina de dobra de mola — exige mais diligência do que a maioria das compras de equipamentos de capital, porque a capacidade da máquina é altamente específica para a aplicação e as diferenças de desempenho entre os fornecedores são significativas. A lista de verificação a seguir se aplica independentemente de você estar comprando um novo, recondicionado ou usado.
Um supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
O preço de compra de uma máquina para dobrar metal é normalmente de 40 a 60% de seu custo total de propriedade ao longo de uma vida operacional de 10 anos. O saldo inclui ferramentas (US$ 5.000 a US$ 50.000 ao longo da vida útil da máquina para uma prensa dobradeira), manutenção e peças de reposição (orçamento de 2 a 4% do preço de compra anual), consumo de energia (uma prensa dobradeira hidráulica de 80 toneladas consome aproximadamente 7,5 kW; uma servomáquina elétrica equivalente consome 1,5 a 2 kW em média) e treinamento do operador. Para uma máquina dobradeira de mola, adicione o custo de sucata de fio durante a configuração - um trabalho de formação de mola mal programado em uma máquina CNC pode consumir de 5 a 15 kg de fio antes que uma boa amostra seja alcançada, o que por US$ 3 a US$ 8/kg para fio musical representa US$ 15 a US$ 120 em perda de matéria-prima por configuração.
Um used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
Prensas dobradeiras e dobradeiras de molas estão entre as máquinas-ferramentas mais propensas a lesões na fabricação de metal. A prensa dobradeira, em particular, tem um longo histórico de lesões nas mãos e nos dedos causadas pelo punch and die de fechamento rápido. Os padrões de segurança modernos reduziram significativamente as taxas de lesões, mas a conformidade exige a compreensão dos sistemas de segurança específicos envolvidos.
As máquinas dobradeiras de molas apresentam um perfil de lesões diferente: o principal perigo é a projeção das pontas do fio durante o enrolamento, especialmente quando ocorre uma quebra ou falha de alimentação do fio em alta velocidade de produção. As extremidades do fio a 150–200 m/min podem causar lacerações graves. Proteção fechada ao redor da zona de formação, EPI obrigatório (óculos de segurança e luvas resistentes a cortes) e sistemas de parada automática acionados por sensores de quebra de fio são os requisitos mínimos de segurança. As máquinas dobradeiras de molas nunca devem ser operadas com as proteções removidas, mesmo durante a configuração e ajuste - uma prática que aumenta drasticamente o risco de lesões e é uma das principais causas de lesões que ocorrem em instalações de fabricação de molas.

TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
Ver detalhes
TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
Ver detalhes
TK12120 TK-12120 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
Ver detalhes
TK-6160 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6160 ...
Ver detalhes
TK-6120 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6120 ...
Ver detalhes
TK-5200 TK-5200 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
Ver detalhes
TK-5160 TK-5160 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
Ver detalhes
TK-5120 TK-5120 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
Ver detalhesQR Code Móvel

 Idioma
Idioma 

