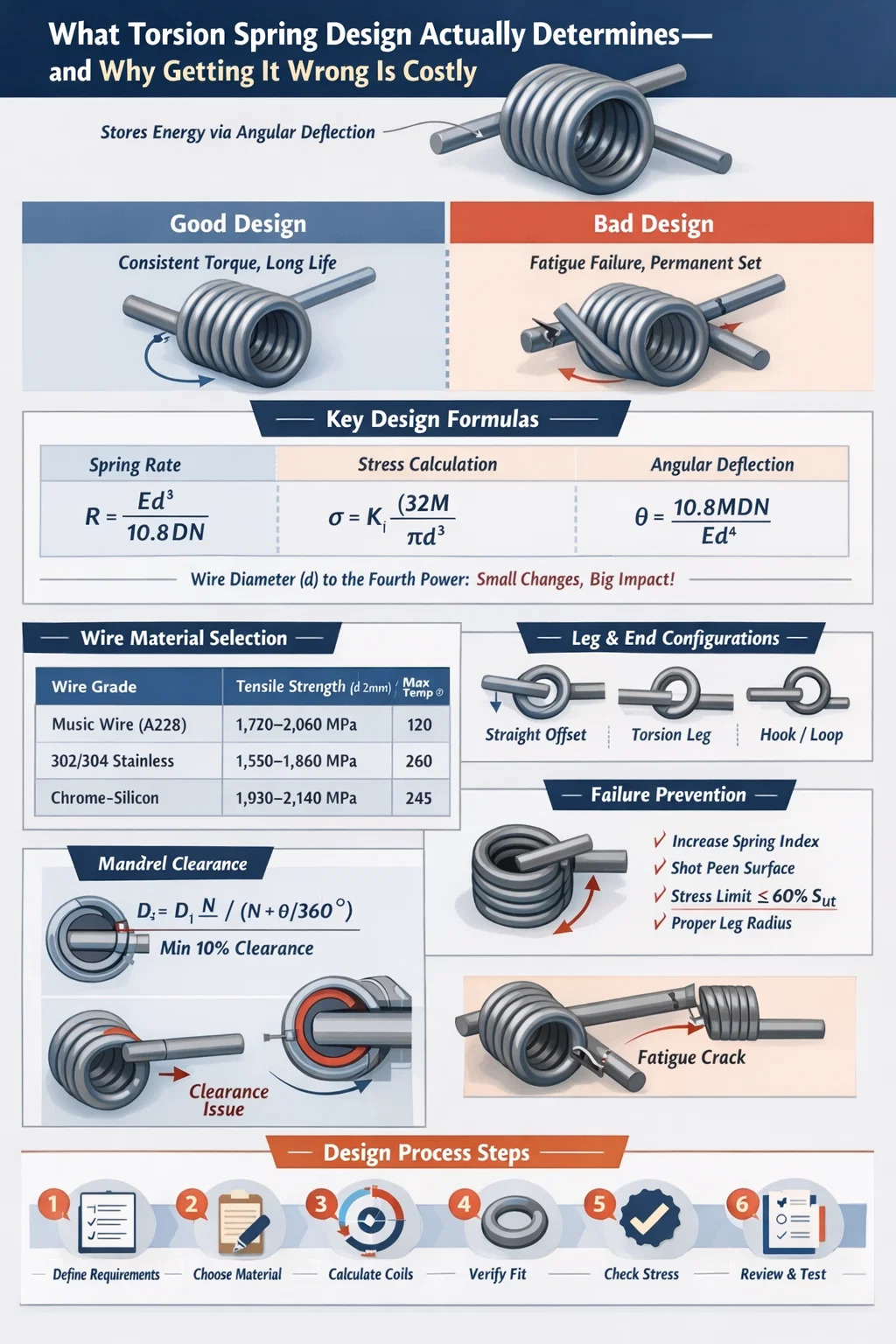
O projeto da mola de torção é o processo de especificação da geometria, do material, das características de carga e das tolerâncias de fabricação de uma mola que armazena energia por meio de deflexão angular em vez de compressão ou extensão linear. Faça o design certo e a mola fornecerá torque consistente em milhares — ou milhões — de ciclos. Se errar, você enfrentará falha prematura por fadiga, deformação permanente ou curvas de torque imprevisíveis que destroem o mecanismo posterior.
O resultado mais crítico do projeto é o taxa de mola (torque por grau de rotação) , normalmente expresso em N·mm/° ou lb·in/°. Todos os outros parâmetros – diâmetro do fio, diâmetro da bobina, número de bobinas ativas, geometria da perna, configuração final – alimentam esse número. Uma máquina com mola de torção só pode produzir o que o projeto especifica, portanto, a precisão na fase de projeto elimina o retrabalho dispendioso na área de produção.
Este artigo aborda todo o processo de projeto: desde equações fundamentais e seleção de materiais até restrições de fabricação impostas por máquinas com molas de torção, modos de falha comuns e estratégias práticas de tolerância usadas na produção de alto volume.
O projeto da mola de torção depende de um conjunto de equações mecânicas bem estabelecidas. Compreendê-los não é opcional – eles determinam se a sua mola sobreviverá à sua vida útil ou falhará nos primeiros milhares de ciclos.
A taxa de mola angular R é calculada como:
R = Ed⁴ / (10,8 D N)
Onde E é o módulo de elasticidade (MPa), d é o diâmetro do fio (mm), D é o diâmetro médio da bobina (mm) e N é o número de bobinas ativas. Para fio de aço carbono trefilado, E ≈ 196.500 MPa; para aço inoxidável 302/304, E ≈ 193.000 MPa; para cromo-silício (SAE 9254), E ≈ 201.000 MPa.
Observe que o diâmetro do fio aparece elevado à quarta potência. Aumentar d em apenas 10% aumenta a taxa de primavera em aproximadamente 46%. É por isso que o diâmetro do fio é a variável mais sensível em qualquer projeto de mola de torção – um pequeno desvio de tolerância tem um efeito descomunal na taxa final da mola.
A tensão de flexão em um fio de mola de torção é:
σ = K_i × (32M) / (πd³)
Onde M é o momento aplicado (N·mm), d é o diâmetro do fio e K_i é o fator de correção da tensão da fibra interna (também chamado de fator Wahl para molas de torção). K_i leva em conta os efeitos de curvatura e é definido como:
K_i = (4C² - C - 1) / (4C(C - 1))
Onde C é o índice de mola = D/d. Para um índice de mola de 6 (um valor comum), K_i ≈ 1,24. Para uma bobina apertada com C = 4, K_i aumenta para aproximadamente 1,40. Isso significa que uma mola bem enrolada sofre uma tensão 13% maior na fibra interna para o mesmo momento aplicado – uma diferença significativa quando a resistência à fadiga é a restrição do projeto.
A deflexão angular total θ (em graus) é:
θ = 10,8 M D N / (E d⁴)
Esta equação é o inverso da fórmula da taxa de mola. Ele informa quanto a mola gira para um determinado torque aplicado. Em aplicações como dobradiças de portas automotivas ou reguladores de janelas, conhecer o ângulo exato de deflexão em cada nível de torque é fundamental para o empacotamento do mecanismo.
Uma característica exclusiva das molas de torção: o diâmetro da bobina muda conforme a mola enrola ou desenrola. Quando enrolado na direção de fechamento (bobinas apertam), o diâmetro médio diminui. O novo diâmetro médio D₂ é:
D₂ = D₁ N / (Nθ/360°)
Para uma mola com 8 bobinas ativas girando 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — uma redução de 3%. Se a mola operar sobre um mandril, o projetista deverá verificar se D₂ ainda oferece folga adequada; a interferência na deflexão máxima causa picos de torque catastróficos e falhas prematuras. A prática padrão de projeto é manter pelo menos 10% de folga entre o diâmetro interno da bobina desviado e o diâmetro externo do mandril .
A escolha do material é inseparável do design da mola de torção. O fio deve fornecer a resistência à tração, o limite de resistência e a resistência à corrosão necessários em toda a faixa de temperatura operacional, permanecendo compatível com as capacidades de formação da máquina de mola de torção.
| Classe de fio | Resistência à tração (d=2mm) | Temperatura máxima (°C) | Uso típico |
|---|---|---|---|
| Trefilado (ASTM A227) | 1.380–1.650 MPa | 120 | Uso geral, cargas estáticas |
| Fio musical (ASTM A228) | 1.720–2.060 MPa | 120 | Fadiga de alto ciclo, precisão |
| Inox 302/304 (ASTM A313) | 1.550–1.860 MPa | 260 | Ambientes corrosivos |
| 316 Inox (ASTM A313) | 1.480–1.790 MPa | 315 | Marinha, exposição química |
| Cromo-silício (SAE 9254) | 1.930–2.140 MPa | 245 | Alto estresse, temperatura elevada |
| Inconel 718 | 1.240–1.380 MPa | 600 | Aeroespacial, turbinas a gás |
Para a maioria das aplicações industriais — dobradiças de portas, travas, retratores e conectores elétricos — fio de música (ASTM A228) é a escolha padrão . Sua alta resistência à tração e qualidade de superfície consistente suportam vidas em fadiga superiores a 500.000 ciclos em níveis de tensão de até 70% da resistência à tração final. O fio trefilado custa de 10 a 15% menos, mas tem um acabamento superficial mais áspero e maior variabilidade de resistência à tração, tornando-o mais adequado para aplicações estáticas ou de baixo ciclo.
O fio de cromo-silício, embora mais caro, é a escolha padrão para molas de válvulas automotivas e molas de retorno de freio onde as temperaturas operacionais atingem 200–240°C e o relaxamento de tensão deve ser minimizado. Também é mais exigente para a máquina com mola de torção porque sua maior dureza acelera o desgaste da ferramenta – um fator a ser discutido com o fabricante durante a revisão do projeto.
O bronze fosforoso e o cobre-berílio aparecem em molas de conectores elétricos onde a condutividade é importante junto com o desempenho mecânico. O cobre-berílio, em particular, embora caro, atinge resistências à tração próximas de 1.400 MPa e mantém excelente resistência à deformação, tornando-o adequado para instrumentos de precisão com tolerâncias de torque restritas durante uma vida útil prolongada.
A configuração final de uma mola de torção - como as pernas são moldadas, onde elas entram em contato com as peças correspondentes e que geometria elas seguem - afeta diretamente três coisas: o número efetivo de bobinas ativas, a concentração de tensão na junção perna-corpo e o que a máquina de mola de torção pode formar de forma realista.
O número efetivo de bobinas ativas N_a inclui uma contribuição das pernas. Para pernas retas, a aproximação padrão adiciona L/(3πD) à contagem de bobinas do corpo, onde L é o comprimento total de ambas as pernas. Para uma mola com um diâmetro médio de bobina de 20 mm e duas pernas de 30 mm, isso adiciona aproximadamente 30/(3π×20) ≈ 0,16 bobinas — uma correção pequena, mas não trivial, quando são necessárias tolerâncias de taxa de mola restritas (±5% ou melhor).
Ignorar essa correção leva a erros sistemáticos de taxa de mola que se tornam aparentes durante a inspeção do primeiro artigo, exigindo ajustes na contagem de bobinas e tempo adicional de configuração da máquina de mola de torção CNC.
Uma máquina de mola de torção - especificamente uma máquina de enrolamento CNC com capacidade de mola de torção - forma o fio dobrando-o em torno de um mandril de enrolamento enquanto molda simultaneamente as pernas e as características finais. Compreender o que a máquina pode ou não fazer é essencial na fase de projeto, antes do corte da ferramenta.
As máquinas de mola de torção CNC padrão lidam com diâmetros de fio de aproximadamente 0,10 mm a 16 mm, dependendo da classe da máquina. As bobinadeiras CNC básicas cobrem 0,3–3,5 mm; máquinas industriais pesadas manuseiam fio de 3–16 mm. O índice Spring (D/d) está praticamente restrito entre 4 e 16 para a maioria das execuções de produção:
O ponto ideal para a produção de máquinas com molas de torção é C = 6 a C = 12 , onde as forças de conformação são gerenciáveis, o desgaste da ferramenta é previsível e as tolerâncias dimensionais são alcançáveis em altas velocidades de produção.
As modernas máquinas de mola de torção CNC - como as da Wafios, Numalliance ou Simplex - operam com 4 a 8 eixos controlados. Os principais recursos incluem:
O ângulo livre – o ângulo entre as duas pernas no estado descarregado – é um dos parâmetros mais desafiadores de controlar. A tolerância de ângulo livre de ±3° a ±5° é capacidade de produção padrão; ±1° a ±2° é possível com máquinas de mola de torção CNC premium e qualificação de processo, mas a um custo por peça mais alto. Os projetistas devem especificar a tolerância mais rigorosa que realmente precisam, e não a mais rigorosa que acham possível – especificar excessivamente a tolerância do ângulo livre pode dobrar ou triplicar o custo da peça sem melhorar a função do produto.
Após a formação, as molas de torção feitas de arame pré-endurecido (fio musical, trefilado, inoxidável) passam por um cozimento para alívio de tensão em baixa temperatura - normalmente 175–230°C por 20–30 minutos. Isto reduz as tensões residuais induzidas durante o enrolamento, estabiliza o ângulo livre e reduz a deformação em serviço. As molas de cromo-silício e cromo-vanádio são formadas a partir de arame recozido e depois temperadas em óleo e revenidas até a dureza final após o enrolamento, o que dá mais controle sobre as propriedades do material, mas requer etapas adicionais de processo na linha de máquinas de molas de torção.
O shot peening, aplicado após o tratamento térmico, induz tensões residuais compressivas na superfície do arame, elevando o limite de resistência à fadiga em 20–30% para molas operando em flexão reversa. Para molas de torção em aplicações de alto ciclo (acima de 500.000 ciclos), o shot peening é quase sempre especificado, apesar de adicionar 15 a 25% ao custo da peça, porque a alternativa – falha por fadiga no campo – é muito mais cara.
A falha por fadiga é o modo de falha dominante para molas de torção sob carregamento cíclico. Inicia-se na superfície interna da bobina (onde a tensão de flexão é maior devido à curvatura) ou na junção perna-corpo (um ponto de concentração de tensão). Prever a vida em fadiga requer a compreensão tanto da amplitude da tensão quanto da tensão média.
O critério de Goodman modificado relaciona a amplitude de tensão admissível σ_a com a tensão média σ_m:
σ_a / S_e σ_m / S_ut = 1
Onde S_e é o limite de resistência e S_ut é a resistência máxima à tração. Para corda musical, S_e ≈ 0,45 × S_ut para amostras polidas. Os fatores de correção do acabamento superficial reduzem isso para aproximadamente 0,35–0,38 × S_ut para fio de produção com qualidade de superfície padrão.
A parábola de Gerber é às vezes usada como uma alternativa à linha de Goodman porque se ajusta melhor aos dados empíricos de fadiga da mola em níveis médios de tensão elevados. No entanto, Goodman permanece mais conservador e é preferido para aplicações críticas de segurança.
No projeto prático de mola de torção, as seguintes metas de relação de tensão fornecem desempenho confiável à fadiga:
Essas metas devem ser calculadas utilizando a fórmula corrigida pelo estresse com o fator Wahl. A aplicação da equação de tensão de flexão nominal sem correção de curvatura subestima a tensão real do fio em 15–35%, dependendo do índice da mola – um erro potencialmente catastrófico em projetos de ciclo alto.
As molas de torção sob carga sustentada podem apresentar deformação permanente – uma mudança permanente no ângulo livre ao longo do tempo devido à fluência no material do fio. A deformação permanente depende da temperatura e torna-se significativa acima de 100°C para fio de aço carbono. A tensão sustentada máxima permitida para limitar definida para menos de 2% ao longo de 1.000 horas em temperatura ambiente é de aproximadamente 65% de S_ut para fio de música e 70% para cromo-silício.
Para aplicações onde a mola é mantida em uma posição comprimida (como em muitos mecanismos automotivos e de eletrodomésticos), o projetista deve verificar se a tensão sustentada na deflexão máxima não excede esses limites. Não fazer isso resulta na queda do torque ao longo da vida útil do produto – uma reclamação comum em campo que remonta diretamente à supervisão do projeto da mola de torção.
A especificação de tolerâncias em um desenho de mola de torção é onde o julgamento da engenharia se cruza com o custo de fabricação. Cada tolerância mais restrita do que a capacidade de produção padrão requer controles de processo adicionais, maior frequência de inspeção ou tempos de ciclo de máquina com mola de torção mais lentos – todos os quais agregam custos.
| Parâmetro | Tolerância Padrão | Tolerância rigorosa (custo premium) |
|---|---|---|
| Diâmetro do fio | De acordo com o padrão de fio ASTM (normalmente ±1–2%) | ±0,5% (requer lote de fio certificado) |
| Diâmetro médio da bobina | ±2–3% | ±1% |
| Número de bobinas | ±0,25 bobinas | ±0,1 bobinas |
| Ângulo livre | ±5° | ±2° |
| Taxa de primavera | ±10% | ±5% |
| Torque no ângulo de teste | ±10% | ±5% |
| Comprimento da perna | ±1,0mm | ±0,5mm |
| Comprimento do corpo (bobina fechada) | ±0,5mm | ±0,2mm |
A tolerância mais importante a ser especificada corretamente é o torque em um ângulo de teste definido, e não a taxa da mola isoladamente. Uma tolerância de torque em um ângulo específico está mais diretamente ligada à função do produto – ela informa ao fabricante exatamente o que a mola deve fornecer no ponto de seu percurso que é importante para a montagem. A taxa de mola por si só não conta a história se o ângulo livre variar.
Uma abordagem comum e eficaz é especificar: (1) torque no ângulo de trabalho mínimo, (2) torque no ângulo de trabalho máximo e (3) ângulo livre com ampla tolerância. Esta especificação funcional dá ao operador da máquina com mola de torção máxima liberdade para otimizar o processo de conformação e, ao mesmo tempo, garantir que a mola funcione corretamente na montagem.
Um desenho de mola de torção deve sempre especificar:
Omitir a direção do vento em um desenho é um dos erros mais comuns e caros na aquisição de molas de torção. Uma mola de torção direita enrolada na direção de fechamento gera um torque crescente à medida que fecha - se o conjunto exigir torque de fechamento de uma mola esquerda, o mecanismo funcionará ao contrário ou não funcionará.
Compreender os modos de falha não é uma engenharia post-mortem – é uma contribuição do projeto. Cada modo de falha é mapeado para decisões de projeto específicas que podem preveni-lo ou mitigá-lo.
A maior tensão de flexão em uma mola de torção ocorre na fibra interna de cada bobina devido ao efeito de curvatura (capturado pelo fator Wahl). As trincas por fadiga iniciam-se aqui e se propagam transversalmente ao longo do diâmetro do fio, resultando em fratura súbita. Estratégias de prevenção:
O conjunto se manifesta como uma redução no ângulo livre ao longo do tempo, reduzindo o torque fornecido no ângulo de trabalho. A causa raiz é a tensão sustentada que excede o limite elástico do material à temperatura operacional. Prevenção: mantenha a tensão sustentada abaixo de 65% S_ut para aço carbono, use molas predefinidas (pré-desviadas além do ângulo máximo de trabalho durante a fabricação para induzir tensões residuais favoráveis) ou especifique um fio de liga superior com melhor resistência ao relaxamento.
À medida que a mola desvia na direção de fechamento, o diâmetro interno da bobina diminui. Se a mola for montada sobre um mandril com folga insuficiente, as bobinas entrarão em contato com o mandril – gerando atrito, calor e picos de torque imprevisíveis. Em casos graves, a mola prende totalmente o mandril. O projeto da correção é simples: calcule o diâmetro interno mínimo da bobina na deflexão máxima usando a fórmula de alteração de diâmetro e certifique-se de que o diâmetro externo do mandril seja pelo menos 10% menor. No entanto, isso exige que o projetista conheça o ângulo máximo de operação na fase de projeto.
A transição do corpo da bobina para a perna reta é uma descontinuidade geométrica que cria concentração de tensões. A magnitude depende da nitidez da curva. Um raio de curvatura mínimo de 1,5d na raiz da perna é uma boa prática de projeto — raios menores que isso aumentam dramaticamente o fator de concentração de tensão. Quando a máquina com mola de torção forma a perna, o operador ajusta a ferramenta para atingir esse raio mínimo. Se o projetista desenhar um canto agudo na raiz da perna, a máquina produzirá um canto agudo e a falha por fadiga ocorrerá naquele local, e não no corpo da bobina, onde a análise de tensão prevê.
Os projetos de molas de torção mais eficientes são desenvolvidos em colaboração entre o engenheiro e o fabricante da mola – especificamente, envolvendo a equipe que opera a máquina de molas de torção no início do processo de projeto, antes do desenho ser finalizado.
Principais considerações do DFM a serem levantadas com o fabricante:
O engenheiro que trata o fabricante de molas como um puro fornecedor de commodities — fornecendo um desenho completo sem discussão — obtém consistentemente resultados abaixo do ideal. O engenheiro que envolve a equipe da máquina de molas de torção na revisão do projeto obtém molas que são mais fáceis de fabricar, mais consistentes e menos dispendiosas em volumes de produção.
Os princípios de design da mola de torção funcionam de forma diferente entre os setores. Aqui estão exemplos concretos de como o contexto do aplicativo molda as decisões de design.
Especificação típica: torque de 8–12 N·m a 75° de deflexão , vida útil de 500.000 ciclos, temperatura operacional de -40°C a 80°C. Diâmetro do fio 4–6 mm, liga de cromo-silício, shot peened, revestido com fosfato de zinco. A máquina de mola de torção deve produzir um ângulo livre consistente de ±3° porque a sensação de retenção da porta é sensível à variação de torque na posição de verificação intermediária (normalmente 30–45°). Essas molas são produzidas em grande volume — centenas de milhares por ano — justificando máquinas-ferramentas dedicadas para molas de torção e testes de torque em processo em 100% das peças.
Especificação típica: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Os instrumentos cirúrgicos e mecanismos de dispositivos implantáveis utilizam molas de torção feitas de aço inoxidável 316L ou liga MP35N. Tolerâncias de torque de ±3–5% são típicas. Cada primavera é 100% inspecionada. Os requisitos de rastreabilidade significam que cada lote de produção está vinculado a um número específico de aquecimento do fio e a um registro de lote da máquina de mola de torção. Estes requisitos aumentam significativamente os custos, mas não são negociáveis, dado o ambiente regulamentar. Os diâmetros dos fios normalmente variam de 0,25 mm a 2,0 mm, dependendo da aplicação.
As molas de torção para portas de garagem residenciais são grandes (diâmetro do fio 4–8 mm, diâmetro médio da bobina 50–75 mm) e projetadas para 10.000 a 30.000 ciclos da vida. São enrolados em pares opostos num eixo central, equilibrando o peso da porta. A taxa de mola deve corresponder ao peso e altura da porta dentro de ±10% ou a porta não se equilibrará corretamente. Estas molas são produzidas em grandes máquinas industriais de molas de torção em grandes volumes, vendidas como mercadorias e são uma das falhas de molas domésticas mais comuns - não porque sejam mal concebidas, mas porque são concebidas para um custo-alvo que limita o ciclo de vida.
Reunir o processo de design em um fluxo de trabalho estruturado evita o erro comum de iterar no final do desenvolvimento, quando as alterações são caras.
Seguir esta sequência evita consistentemente a categoria mais cara de erros de projeto de mola: descobrir problemas dimensionais ou de desempenho durante a validação da montagem, quando alterar o projeto da mola requer requalificação da configuração da máquina de mola de torção e potencialmente redesenhar as peças correspondentes.

TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK12120 TK-12120 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-6160 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6160 ...
See Details
TK-6120 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6120 ...
See Details
TK-5200 TK-5200 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5160 TK-5160 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5120 TK-5120 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See DetailsQR Code Móvel

 Language
Language  中文简体
中文简体

