 Language
Language  中文简体
中文简体Notícias
Página inicial / Notícias / O que é uma dobradeira de mola? Qual é o seu princípio de funcionamento?
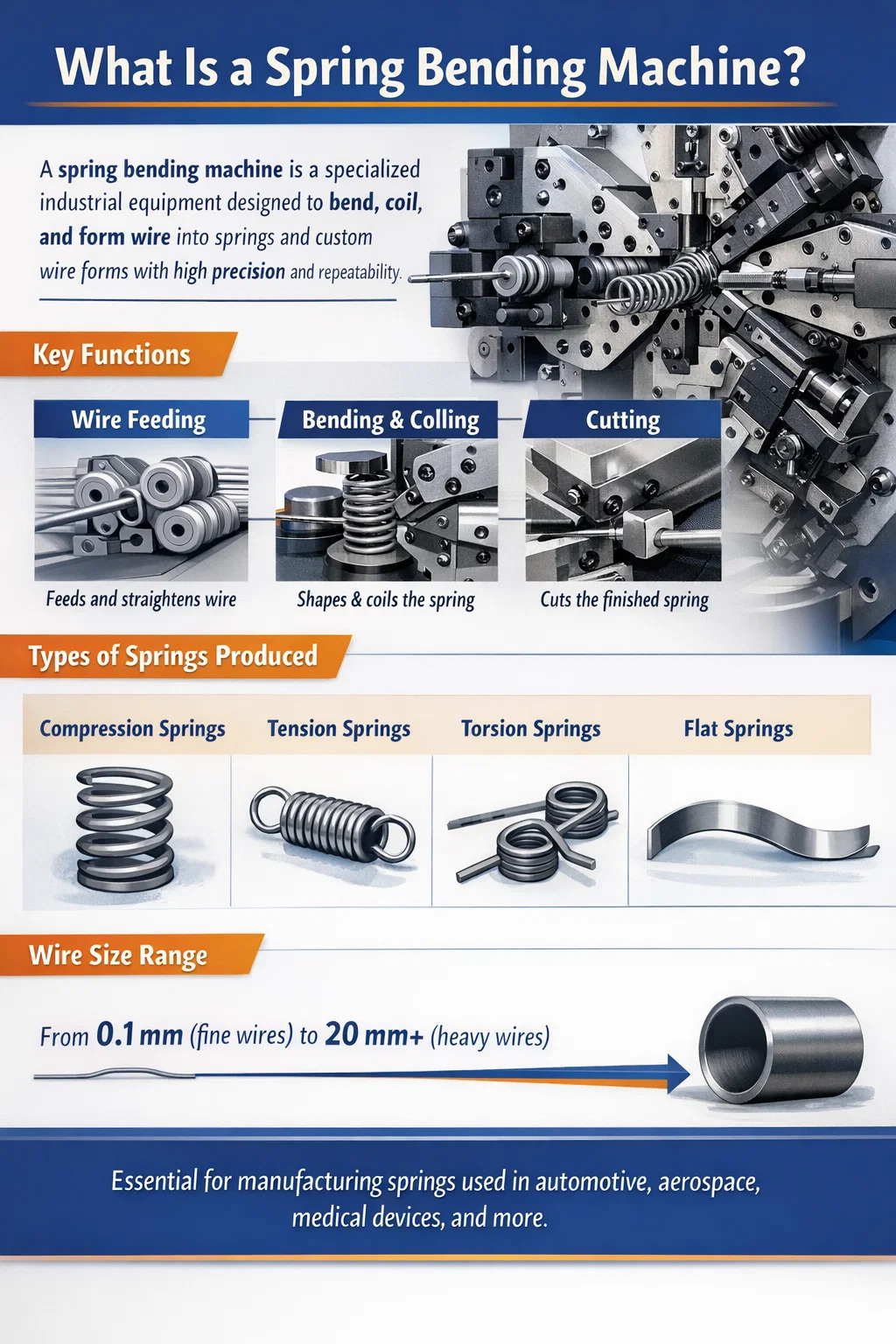
Um máquina de dobra de mola é uma peça especializada de equipamento industrial projetada para dobrar, enrolar e transformar fios ou tiras em molas e componentes semelhantes a molas. Ele controla a forma, o passo, o diâmetro e a configuração final de cada mola por meio de uma combinação de mecanismos de alimentação, dobra e corte. Ao contrário das máquinas formadoras de arame de uso geral, uma dobradeira de mola é otimizada especificamente para produzir molas de compressão, molas de tensão, molas de torção, molas planas e formas de arame de formato personalizado com alta repetibilidade e intervenção manual mínima.
As dobradeiras de molas lidam com diâmetros de fio que variam de tão finos quanto 0,1 mm (para molas eletrônicas de precisão) até a espessura 20 mm ou mais (para molas de suspensão industriais pesadas). Em modelos controlados por CNC, uma única máquina pode armazenar centenas de programas de peças e alternar entre tipos de molas em minutos, tornando-se a base da fabricação moderna de molas.
A indústria global de fabricação de molas é substancial. As molas são usadas em praticamente todos os produtos mecânicos – desde canetas esferográficas e dispositivos médicos até suspensões automotivas e atuadores aeroespaciais. O mercado da primavera foi avaliado em mais de 24 mil milhões de dólares em 2023 , e as máquinas dobradeiras de mola são as principais ferramentas de produção por trás dessa produção. Compreender o que são essas máquinas e como funcionam é essencial para qualquer pessoa envolvida na fabricação, aquisição ou projeto de engenharia de molas.
O princípio de funcionamento de uma dobradeira de molas centra-se em três ações coordenadas: alimentação de arame, dobra controlada e corte . Estas três funções são sincronizadas e sequenciadas com precisão para produzir uma mola completa em uma única operação contínua. Veja como funciona cada fase:
O fio é retirado de um carretel de bobina (ou de um alimentador de barra endireitada para fio mais pesado) e passado por uma série de rolos de endireitamento. Esses rolos removem a curvatura natural ("conjunto") da bobina de fio para que o fio entre na zona de dobra em uma linha reta e consistente. A unidade de endireitamento normalmente consiste em dois conjuntos de rolos dispostos a 90 graus entre si – um conjunto corrige o plano horizontal, o outro corrige o plano vertical.
Umfter straightening, a pair of servo-driven feed rollers grips the wire and pushes it forward at a controlled speed and length. The feed length determines where each bend will occur relative to the previous one, which directly controls the spring's pitch, body length, and end geometry. In CNC spring bending machines, the feed servo motor is programmed to deliver precise increments — sometimes accurate to ±0,01 mm por passo de avanço .
Ums the wire is fed forward, it contacts bending tools (also called bending fingers, coiling pins, or pitch tools) that deflect it into the desired shape. In coil spring production, the wire is deflected around a coiling point (a hardened steel pin or mandrel) to produce the helical coil. The position of the coiling point relative to the wire path determines the coil diameter. The pitch tool — positioned axially along the wire — controls the spacing between adjacent coils.
As ferramentas de dobra são montadas em corrediças ou cames acionados por servomotores (em máquinas CNC) ou cames mecânicos (em máquinas tipo came). Em uma dobradeira de mola CNC, cada eixo de dobra pode ser programado independentemente para se mover para qualquer posição em qualquer ponto durante o ciclo de alimentação do arame. Isso permite que a máquina produza molas de passo variável, molas em formato de barril, molas cônicas e formas complexas de fios 3D — tudo a partir de uma única configuração.
Para molas de torção e outras formas não helicoidais, os dedos flexíveis aplicam uma curvatura angular precisa em pontos específicos ao longo do fio. A máquina avança um comprimento definido, dobra em um ângulo programado, alimenta novamente, dobra novamente – repetindo até que toda a geometria da mola seja concluída. Os ângulos de curvatura podem ser controlados para ±0,5 graus ou melhor em máquinas CNC de alta qualidade.
Uma vez concluída a geometria programada da mola, um mecanismo de corte corta o fio para separar a mola acabada do fio que entra. O cortador é normalmente uma lâmina de aço endurecido acionada por um came ou servoeixo. O corte deve ser limpo e sem rebarbas para evitar defeitos funcionais – especialmente para molas de compressão onde as bobinas finais devem ficar planas sobre uma superfície. Algumas máquinas incluem uma estação de formação de extremidades dedicada que retifica ou aplaina as extremidades cortadas após o corte, produzindo extremidades fechadas e retificadas necessárias para molas de compressão de precisão.
Um critical aspect of the spring bending machine's working principle is managing retorno elástico — a recuperação elástica do fio após a flexão. Quando um fio é dobrado, ele se deforma tanto plasticamente (permanentemente) quanto elasticamente. Quando a força de flexão é liberada, a porção elástica se recupera, fazendo com que o fio retorne parcialmente à sua forma original. Se não for compensada, a mola acabada terá diâmetro maior e passo diferente do programado.
O retorno elástico depende do material do fio (o aço inoxidável recua mais do que o aço-carbono), do diâmetro do fio, da condição de têmpera e do raio de curvatura. As máquinas dobradeiras de mola CNC compensam o retorno elástico por meio de dobra excessiva - definindo a posição da ferramenta de dobra além do alvo nominal por um deslocamento calculado. Em máquinas avançadas, os sistemas automáticos de medição e compensação de retorno elástico ajustam continuamente as posições da ferramenta com base nas dimensões medidas da mola das peças anteriores.
As máquinas dobradeiras de molas não são uma categoria única. Existem vários tipos de máquinas distintos, cada um adequado para diferentes tipos de molas, volumes de produção, tamanhos de fio e níveis de complexidade. Escolher o tipo certo de máquina é tão importante quanto programá-la corretamente.
As máquinas bobinadoras tipo came são o carro-chefe tradicional da produção de molas em alto volume. Todos os movimentos do eixo são acionados por cames mecânicos montados em uma árvore de cames rotativa. Os cames são perfilados para produzir a geometria de mola desejada, e a alteração do design da mola requer a substituição ou ajuste físico dos cames. Embora a configuração seja demorada, as máquinas do tipo came funcionam em velocidades muito altas – alguns modelos podem produzir até 500 molas de compressão por minuto - tornando-os ideais para grandes tiragens de produção de um design de mola única. Eles são robustos, confiáveis e de manutenção relativamente barata.
As máquinas enroladoras de molas CNC (Controle Numérico Computadorizado) substituem os cames mecânicos por servo motores em cada eixo. Cada eixo (diâmetro da bobina, passo, avanço, corte) é programável de forma independente através de um controlador touchscreen. A mudança de um projeto de mola para outro é realizada carregando um programa diferente – nenhuma mudança mecânica é necessária. As máquinas de bobinamento CNC normalmente têm 4 a 8 eixos CNC e pode produzir molas de compressão, extensão e passo variável. As velocidades de produção variam de 30 a 200 peças por minuto, dependendo da complexidade da mola e do diâmetro do fio.
Freqüentemente chamada de máquina dobradeira de fio CNC ou formadora de fio CNC, esse tipo é diferente das máquinas de enrolamento porque pode dobrar o fio em três dimensões - não apenas enrolá-lo em uma hélice. Com 8 a 16 ou mais eixos CNC , essas máquinas podem produzir formas complexas de fios 3D, como molas de torção com ângulos de braço específicos, clipes de fio, suportes, alças e conjuntos de fios personalizados. O fio pode ser dobrado em qualquer direção, girado e moldado em praticamente qualquer formato. Essas máquinas são do tipo mais versátil e essenciais para a fabricação personalizada de molas e formas de arame.
As máquinas dobradeiras de molas planas (também chamadas de máquinas formadoras de tiras ou máquinas de molas de arame plano) são projetadas para formar arame plano ou tira de metal em molas de lâmina, molas helicoidais planas, molas de relógio e componentes de molas planas estampados e moldados. Eles alimentam tiras planas através de rolos perfilados e matrizes de dobra que moldam a tira nos planos horizontal e vertical. Essas máquinas são amplamente utilizadas na produção de molas principais para relógios, clipes de molas automotivas e molas de contato elétrico.
As máquinas de molas de torção são uma variante especializada das máquinas dobradeiras de molas CNC, otimizadas para a produção de molas de torção - molas que armazenam energia ao serem torcidas em vez de comprimidas ou esticadas. Eles apresentam ferramentas dedicadas para dobrar o braço que podem dobrar a perna/braço da mola em ângulos precisos (geralmente 90°, 180° ou ângulos personalizados). A bobina do corpo é enrolada primeiro e depois os braços são dobrados. As máquinas de mola de torção devem controlar com precisão o comprimento da perna, o ângulo da perna e a direção da bobina (enrolamento à direita ou à esquerda).
| Tipo de máquina | Tipos de mola produzidos | Faixa típica de fios | Velocidade de produção | Mudança |
|---|---|---|---|---|
| Bobinador Tipo Cam | Compressão, extensão | 0,2–8mm | Até 500 ppm | Longo (troca de câmera) |
| Máquina de enrolamento CNC | Compressão, extensão, variable pitch | 0,1–20mm | 30–200 ppm | Curto (carregamento do programa) |
| Formador de fio CNC | Torção, formas de fio 3D, personalizadas | 0,3–12mm | 10–80 ppm | Curto (carregamento do programa) |
| Máquina de mola plana | Molas de lâmina, bobina plana, molas de contato | Tira plana 0,1–5 mm | 20–150 ppm | Médio |
| Máquina de mola de torção | Molas de torção | 0,2–10 mm | 20–120 ppm | Curto (carregamento do programa) |
Compreender o que cada componente principal faz ajuda os operadores a configurar a máquina corretamente, solucionar defeitos e manter o equipamento em boas condições. Aqui estão os principais componentes encontrados na maioria das máquinas de dobrar e enrolar molas:
As máquinas dobradeiras de molas podem produzir uma ampla variedade de tipos de molas. Cada tipo tem geometria, função e requisitos de fabricação distintos. Aqui está uma visão geral detalhada dos tipos de molas mais comuns e como elas são feitas:
As molas de compressão são molas helicoidais de bobina aberta que resistem às forças de compressão (empurrão). Eles são o tipo de mola mais produzido em todo o mundo, usados em tudo, desde canetas esferográficas até trens de válvulas automotivas. Eles são produzidos enrolando o fio em uma hélice com passo consistente. Os principais parâmetros incluem comprimento livre, diâmetro da bobina (OD e ID), diâmetro do fio, número de bobinas ativas e tipo de extremidade (aberta, fechada, terra aberta, terra fechada). Extremidades fechadas e aterradas requerem uma operação de retificação secundária após o enrolamento, onde as bobinas finais são retificadas em um disco ou retificadora centerless para fornecer uma superfície de assentamento estável.
As molas de extensão são molas helicoidais estreitas que resistem às forças de tração (tração). Eles são produzidos em máquinas bobinadoras com uma estação especial de formação de ganchos que dobra a extremidade do fio em um laço ou gancho para fixação. As bobinas do corpo são enroladas com passo zero (bobinas se tocando) para criar tensão inicial – uma pré-tensão que deve ser superada antes que a mola comece a se alongar. Os tipos de ganchos comuns incluem ganchos de máquina, ganchos alemães e ganchos cruzados, cada um formado por sequências específicas de ferramentas de dobra programadas no controlador CNC.
As molas de torção armazenam energia rotacional ao serem torcidas. Eles consistem em um corpo enrolado com dois braços (pernas) estendidos. A mola exerce um torque proporcional ao ângulo de torção. Eles são produzidos em máquinas formadoras de fio CNC ou máquinas de mola de torção dedicadas, onde o corpo é enrolado e os braços são dobrados no ângulo especificado. As aplicações comuns incluem prendedores de roupa, ratoeiras, sistemas de contrapeso de portas de garagem e instrumentos de precisão. O ângulo entre os dois braços — o "ângulo de torção" — deve ser mantido ±1° ou mais apertado para aplicações de precisão.
As molas planas são feitas de arame plano ou tira de metal, em vez de arame redondo. Eles incluem molas de lâmina (usadas em suspensões de veículos), molas de relógio e de força (molas helicoidais planas enroladas em tira), molas cantilever e molas de contato elétrico. As dobradeiras de molas planas formam a tira através de rolos perfilados e matrizes de dobra. As tolerâncias de espessura para molas planas de precisão podem ser tão restritas quanto ±0,01 mm , que exige material de tira preciso e uma máquina bem conservada.
Além dos formatos clássicos de molas, as dobradeiras de molas CNC — especialmente formadoras de fio CNC multieixos — podem produzir praticamente qualquer formato de fio: clipes, anéis de retenção, braquetes, cabos, fios-guia médicos, fios ortodônticos e conjuntos complexos de fios 3D. Essas peças podem não armazenar energia elástica (portanto, tecnicamente não são molas), mas são produzidas em máquinas dobradeiras de molas usando o mesmo princípio de funcionamento alimentação-dobra-corte.
A escolha do material do fio afeta significativamente o desempenho da mola, a configuração da máquina e a compensação de retorno elástico necessária. Diferentes materiais têm diferentes módulos elásticos, resistência à tração e características de retorno elástico. Aqui estão os materiais de arame mais comuns processados por máquinas dobradeiras de mola:
Configurar e operar corretamente uma dobradeira de molas requer uma abordagem sistemática. Aqui está a sequência típica para configurar uma máquina enroladora de mola CNC para produzir uma nova mola de compressão:
Engenheiros de molas e operadores de máquinas precisam entender a relação entre as configurações da máquina e os parâmetros da mola. Veja como as dimensões mais críticas da mola são controladas em uma dobradeira de molas CNC:
| Parâmetro Primavera | Controle de Máquina | Tolerância típica alcançável | Fatores-chave que afetam a precisão |
|---|---|---|---|
| Diâmetro externo da bobina (OD) | Posição do ponto de enrolamento | ±0,05–0,2 mm | Springback, variação do diâmetro do fio |
| Comprimento Livre | Comprimento de alimentação do fio por mola | ±0,1–0,5 mm | Deslizamento do rolo de alimentação, alongamento do fio |
| Argumento | Argumento tool position | ±0,05–0,2 mm | Springback, rigidez do fio |
| Número de bobinas | Comprimento de alimentação do fio e tempo de corte | ±0,1–0,5 bobinas | Corte o tempo, consistência do tom |
| Taxa de primavera | Indiretamente (OD, pitch, contagem de bobinas) | ±5–10% | Variação do módulo do fio, toda geometria |
| Umrm Angle (Torsion) | Ângulo da ferramenta de dobra | ±0,5–2° | Umngular springback, wire hardness |
A mudança de máquinas de molas manuais e do tipo came para máquinas dobradeiras de molas totalmente CNC foi uma das mudanças mais significativas na fabricação de molas nos últimos 30 anos. As vantagens do CNC são convincentes e bem documentadas em ambientes de produção:
Mesmo máquinas dobradeiras de mola bem configuradas produzem peças defeituosas quando as condições do processo variam. Reconhecer defeitos comuns e suas causas raízes é essencial para manter a qualidade:
A indústria de dobradeiras de molas possui um número relativamente pequeno de fabricantes bem estabelecidos, a maioria deles baseados na Europa e na Ásia. Aqui estão alguns dos nomes mais reconhecidos do setor:
O preço das máquinas varia enormemente de acordo com a capacidade. Uma máquina básica de enrolamento de mola CNC para tamanhos de fio padrão pode começar em US$ 30.000–80.000 , enquanto uma máquina formadora de fio CNC multieixos de alta qualidade de um fabricante europeu premium pode exceder US$ 300.000–500.000 quando totalmente equipado e equipado com sistemas de inspeção automática.
As molas estão entre os componentes mecânicos mais utilizados universalmente. As máquinas dobradeiras de molas são diretamente responsáveis pela produção das molas utilizadas em uma extraordinária gama de indústrias e produtos:
As máquinas dobradeiras de mola envolvem peças rotativas e alternativas de alta velocidade, fio de alta tensão e ferramentas de corte afiadas. Práticas de segurança adequadas protegem os operadores e mantêm a confiabilidade da máquina:

TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK12120 TK-12120 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-6160 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6160 ...
See Details
TK-6120 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6120 ...
See Details
TK-5200 TK-5200 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5160 TK-5160 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5120 TK-5120 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See DetailsCódigo QR móvel



