 Language
Language  中文简体
中文简体Notícias
Página inicial / Notícias / O que é um forno de têmpera de mola? Qual é o seu princípio de funcionamento?
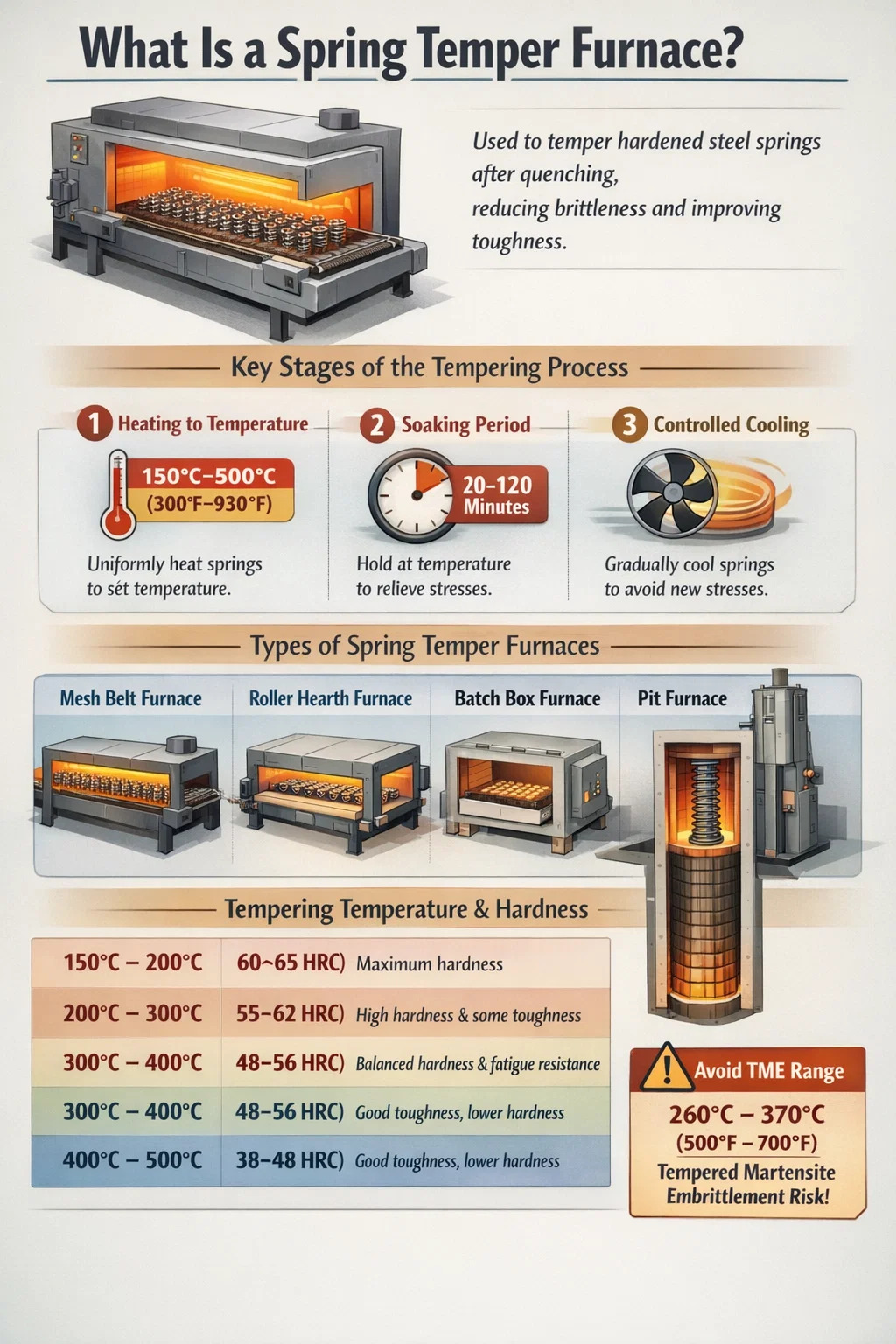
Um forno de têmpera de mola é um tipo de forno de tratamento térmico industrial projetado especificamente para temperar molas de aço após o endurecimento. Sua principal tarefa é reaquecer o aço para molas endurecido a uma temperatura controlada - normalmente entre 150°C e 500°C (300°F a 930°F) — mantê-lo assim por um período definido e depois deixá-lo esfriar de forma controlada. Este processo alivia as tensões internas introduzidas durante a têmpera e o endurecimento, ajusta a dureza para uma faixa especificada e restaura um grau de tenacidade e elasticidade que de outra forma estaria ausente em uma mola totalmente endurecida.
Sem revenimento, uma mola endurecida é frágil e propensa a fraturas repentinas sob carga. O forno de têmpera de mola é o que transforma um componente duro, mas frágil, em uma peça durável, resistente à carga e à fadiga, capaz de funcionar de maneira confiável em milhões de ciclos de compressão ou extensão.
Em ambientes de produção, os fornos de têmpera de mola são encontrados nos setores de fabricação automotiva, aeroespacial, produção de instrumentos de precisão e máquinas pesadas. Eles vêm em diversas configurações – fornos contínuos com correia de malha, fornos de soleira de rolos, fornos de caixa de batelada e fornos de poço – cada um adequado para diferentes geometrias de molas, volumes de produção e especificações de liga.
O princípio de funcionamento de um forno de têmpera de mola centra-se na ciclagem térmica precisa. Depois que as molas de aço são endurecidas - normalmente por austenitização em temperaturas acima 800°C (1470°F) e depois têmpera rápida em óleo, água ou polímero — a microestrutura martensítica formada é extremamente dura, mas altamente tensionada e quebradiça. O revenido em um forno de têmpera de mola resolve isso desencadeando uma sequência de reações metalúrgicas no estado sólido.
O forno aquece a carga da mola uniformemente até a temperatura de revenido desejada. A uniformidade é crítica - um diferencial de temperatura igual ±10°C através da carga pode produzir valores de dureza inconsistentes. Fornos de têmpera de mola de alta qualidade usam múltiplas zonas de aquecimento controladas independentemente, ventiladores de convecção forçada e elementos de aquecimento de alta densidade ou tubos radiantes para alcançar uniformidade de temperatura dentro de ±5°C em toda a câmara de trabalho.
Uma vez atingida a temperatura alvo em toda a seção transversal da mola, o forno mantém essa temperatura durante o período de imersão. A imersão permite que os átomos de carbono presos na estrutura da martensita comecem a se difundir e formar precipitados de carboneto. Esta precipitação de carboneto é o que alivia a tensão da rede, reduz a fragilidade e restaura a ductilidade. Os tempos de imersão variam dependendo da espessura da seção e do tamanho da mola – pequenas molas de arame podem ser necessárias apenas 20 a 30 minutos , enquanto molas helicoidais pesadas ou barras de torção podem exigir 60 a 120 minutos ou mais.
Após a imersão, as molas são resfriadas - seja pelo resfriamento do ar dentro do forno, por um vestíbulo de resfriamento com atmosfera controlada ou pela remoção para o ar ambiente. A taxa de resfriamento após o revenido é geralmente menos crítica do que durante o endurecimento, mas ainda deve ser controlada. O resfriamento rápido a partir da temperatura de revenido pode reintroduzir tensões superficiais, de modo que a maioria dos fornos de têmpera de mola permite o resfriamento gradual, especialmente para seções transversais de molas maiores.
Muitos fornos de têmpera de mola operam sob uma atmosfera controlada - normalmente nitrogênio, gás endotérmico ou uma mistura de nitrogênio-metanol - para evitar a oxidação da superfície e a descarbonetação durante o ciclo de têmpera. A oxidação da superfície pode degradar a vida à fadiga e a resistência à corrosão, duas propriedades fundamentais em aplicações de molas. Fornos de atmosfera protetora acrescentam complexidade e custo, mas são equipamentos padrão na fabricação de molas de precisão para molas de válvulas automotivas, molas de trens de pouso de aeronaves e molas de instrumentos cirúrgicos.
A temperatura de revenido selecionada em um forno de têmpera de mola determina diretamente as propriedades mecânicas finais da mola acabada. Este não é um pequeno ajuste – uma diferença de 50°C na temperatura de têmpera pode alterar a dureza em 3 a 6 pontos HRC e alterar drasticamente os valores de resistência à tração e alongamento.
| Faixa de temperatura de têmpera | Dureza Típica (HRC) | Resultado Principal da Propriedade | Aplicação comum de primavera |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Dureza máxima, ductilidade limitada | Molas de instrumentos de precisão |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Alta dureza com alguma tenacidade | Molas de relógio, molas de bloqueio |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Dureza equilibrada e resistência à fadiga | Molas de válvulas automotivas, molas de suspensão |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Boa tenacidade, menor dureza | Molas helicoidais para cargas pesadas, molas ferroviárias |
Uma zona crítica a evitar é a faixa de fragilização de martensita temperada (TME) , normalmente entre 260°C e 370°C (500°F a 700°F) . O revenido dentro desta faixa pode, na verdade, reduzir a tenacidade em vez de melhorá-la, um fenômeno causado pela precipitação de carbonetos nos limites anteriores dos grãos da austenita. Operadores responsáveis de fornos de têmpera de mola projetam seus ciclos de têmpera para ficarem abaixo ou excederem essa faixa, em vez de permanecerem nela. Esta é uma das razões pelas quais as especificações de molas de válvulas automotivas frequentemente especificam revenido em ou acima de 380°C a 420°C.
A indústria de molas utiliza diversas configurações distintas de forno para o processo de têmpera de molas. Cada um tem vantagens técnicas que o tornam mais adequado a tipos específicos de molas, volumes de produção ou sistemas de liga.
O forno de correia de malha é a configuração mais comum na fabricação de molas de alto volume. As molas são carregadas em uma correia de malha de aço inoxidável que as transporta continuamente pelas zonas de aquecimento, imersão e resfriamento. As taxas de produção podem atingir 500 a 2.000 kg/hora dependendo do comprimento e largura do forno. As velocidades da esteira e as temperaturas das zonas são ajustáveis de forma independente, permitindo o controle preciso do tempo de imersão e do perfil de temperatura. Os fornos de correia de malha são ideais para molas helicoidais pequenas e médias, molas em forma de arame e molas planas. A principal limitação é que molas superdimensionadas ou pesadas podem deformar a correia com o tempo.
Os fornos de soleira de rolos usam rolos resfriados a água ou de liga leve para transportar molas através do forno em bandejas ou acessórios. Eles suportam cargas mais pesadas do que os sistemas de correias de malha, acomodam conjuntos de molas maiores e permitem um controle mais preciso da atmosfera. Esses fornos são comuns para têmpera de bobinas de suspensão automotiva, barras estabilizadoras e molas de torção. As temperaturas de trabalho variam de ambiente até 700°C (1290°F) na maioria dos projetos de soleiras de rolos, com uniformidade de temperatura muito rigorosa — normalmente ±4°C — alcançável em sistemas modernos.
Os fornos batch são carregados com uma carga fixa de molas, aquecidos, embebidos e depois descarregados. Eles oferecem flexibilidade máxima – o mesmo forno pode processar uma ampla variedade de tamanhos e especificações de molas em diferentes turnos. Isso os torna populares em oficinas e ambientes de produção de médio volume. A desvantagem é o menor rendimento e a necessidade de um período de imersão térmica longo o suficiente para garantir uma temperatura uniforme em todo o lote. Um forno de caixa descontínua bem projetado, usado para têmpera de mola, normalmente apresentará ventiladores de recirculação forçada para garantir uniformidade de temperatura dentro de ±5°C, mesmo quando carregado com uma carga densa.
Para molas longas, barras de torção ou feixes de molas que não podem ser facilmente assentados, os fornos verticais fornecem uma solução prática. A mola ou conjunto de molas é suspenso verticalmente na câmara do forno. Isso evita a distorção da gravidade, o que é uma preocupação real ao temperar barras longas ou conjuntos de molas de múltiplas folhas. Os fornos de poço para têmpera de primavera são normalmente movidos a gás e podem atingir profundidades de 2 a 6 metros , acomodando componentes muito longos em uma superfície compacta.
Os fornos de têmpera em banho de sal usam nitrato fundido ou sais de cloreto como meio de aquecimento. As molas são imersas no banho de sal líquido, que proporciona transferência de calor extremamente rápida e uniforme – muito mais rápido que a convecção de ar. Isto resulta em tempos de ciclo muito curtos e excelente consistência de temperatura. Os fornos de banho de sal são particularmente valorizados para temperar molas de precisão onde são necessárias tolerâncias de dureza rigorosas (±1 HRC). Os principais desafios operacionais são o gerenciamento da contaminação por sal, a extração de fumos e o potencial perigoso dos sais fundidos em temperaturas operacionais de 160°C a 550°C.
Compreender o que há dentro de um forno de têmpera de mola explica por que alguns fornos produzem melhores resultados do que outros. Cada componente contribui para a uniformidade da temperatura, integridade da atmosfera e repetibilidade que determinam a qualidade final da mola.
O processo de têmpera por mola não é único. Diferentes ligas de aço para molas respondem de maneira diferente ao tratamento térmico, e o forno de têmpera de molas deve ser configurado com o perfil de temperatura correto para a liga específica que está sendo processada.
Os aços com alto teor de carbono são os materiais de mola mais comuns e são os principais alvos dos fornos de têmpera de mola. Seu teor de carbono de 0,60% a 1,00% dá-lhes a capacidade de atingir uma dureza muito elevada após a têmpera. Essas classes são normalmente temperadas entre 200°C e 400°C. A 300°C, o aço para mola 1080 normalmente atinge uma resistência à tração de cerca de 1.800 a 2.000 MPa com dureza na faixa de 52 a 57 HRC.
As ligas de silício-cromo oferecem resistência superior ao relaxamento sob carga – uma propriedade crítica para molas de válvulas e molas de suspensão. Essas classes são normalmente revenidas em temperaturas mais altas, muitas vezes 420°C a 480°C , para ativar totalmente os mecanismos de fortalecimento fornecidos pelo silício e pelo cromo. Nessas temperaturas, o forno de têmpera de mola deve manter uma uniformidade muito estreita porque a curva de resposta de têmpera é íngreme – pequenos desvios de temperatura produzem uma dispersão perceptível de dureza.
6150 é uma liga popular para molas helicoidais e molas planas automotivas e industriais. As adições de vanádio refinam a estrutura do grão e aumentam a temperabilidade. Temperaturas de têmpera de 400°C a 500°C são típicos, resultando em resistências à tração na faixa de 1.600 a 1.900 MPa dependendo do tamanho da seção e da temperatura específica de revenido.
Os aços inoxidáveis para molas requerem consideração especial. Graus de endurecimento por precipitação, como 17-7 PH, são fortalecidos por tratamentos de envelhecimento em temperaturas específicas - comumente 480°C (Condição CH900) or 510°C (Condição RH950) - em vez do ciclo convencional de têmpera e revenimento. Os fornos de têmpera de mola usados para molas inoxidáveis devem fornecer um controle de atmosfera muito preciso para evitar o esgotamento do cromo na superfície, o que comprometeria a resistência à corrosão.
Um forno de têmpera de mola é tão bom quanto o sistema de controle de qualidade que o rodeia. Os fabricantes de molas que operam de acordo com padrões de qualidade automotivos ou aeroespaciais mantêm controles de processo rigorosos em suas operações de têmpera.
A maioria das especificações aeroespaciais e automotivas exigem pesquisas periódicas de uniformidade de temperatura do forno de têmpera de mola, normalmente realizadas trimestralmente. Em um TUS, termopares calibrados são colocados em múltiplas posições na zona de trabalho e o forno funciona no ponto de ajuste operacional padrão. O desvio máximo permitido em todos os pontos de medição deve estar dentro de uma faixa especificada – normalmente ±5°C para fornos Classe 2 de acordo com AMS 2750 (padrão de pirometria Nadcap). Os fornos que não atendem aos requisitos do TUS devem ser recalibrados ou reparados antes de retornarem ao serviço.
Além do TUS, os instrumentos de controle de temperatura do forno são verificados em relação aos termopares de referência calibrados por meio de testes de precisão do sistema realizados mensalmente ou em intervalos especificados. Isto garante que a leitura de temperatura exibida pelo controlador do forno realmente corresponda à temperatura real na zona de trabalho.
Após cada operação de revenimento, amostras de molas são testadas quanto à dureza — normalmente usando a escala Rockwell C — para verificar se o lote atingiu a faixa de dureza especificada. As especificações de molas de válvulas automotivas, por exemplo, geralmente exigem dureza de 47 a 52 HRC , e todo o lote poderá ser rejeitado se as amostras ficarem fora desta janela.
Para aplicações críticas, as molas amostradas de lotes temperados passam por testes de deflexão de carga para confirmar a taxa da mola e o comprimento livre, e testes de fadiga para verificar se o ciclo de têmpera produziu uma vida útil de fadiga adequada. As molas de válvulas automotivas usadas em motores de alto desempenho são testadas rotineiramente para 10 milhões de ciclos ou mais sem falha em níveis de estresse especificados.
Mesmo com fornos de têmpera de mola bem conservados, podem surgir problemas que afetam a qualidade do produto. Identificar esses problemas e suas causas raízes é essencial para uma produção consistente.
Os modernos fornos de têmpera de mola são significativamente mais eficientes em termos energéticos do que os equipamentos de 20 anos atrás. Os avanços nos materiais de isolamento, na tecnologia dos elementos de aquecimento e nos sistemas de combustão reduziram substancialmente o consumo específico de energia.
Os módulos de revestimento de fibra cerâmica reduzem o armazenamento de calor na parede do forno e a perda de calor em comparação com tijolos refratários densos. Numa reforma do isolamento de tijolo para fibra cerâmica, a economia de energia de 20% a 40% são comumente relatados, juntamente com tempos de aquecimento mais rápidos que aumentam a disponibilidade e o rendimento do forno.
A instalação de inversores de frequência variável (VFDs) em motores de ventiladores de recirculação e acionamentos de transportadores permite que a velocidade do ventilador e a velocidade da correia sejam ajustadas com precisão à taxa de produção e à carga da mola, reduzindo o consumo desnecessário de energia durante períodos ociosos ou cargas parciais.
Em fornos de têmpera de mola a gás, recuperadores ou sistemas de queimadores regenerativos recuperam o calor dos gases de exaustão e utilizam-no para pré-aquecer o ar de combustão. Os sistemas recuperadores podem aumentar a temperatura do ar de combustão para 400°C a 600°C , reduzindo o consumo de combustível em 25% a 35% em comparação com a combustão de ar frio.
Os modernos fornos de têmpera de mola incorporam cada vez mais registro de dados, integração SCADA e até mesmo manutenção preditiva baseada em aprendizado de máquina. O monitoramento contínuo da resistência do elemento, da corrente do motor do ventilador, do desvio de calibração do termopar e da composição da atmosfera permite que as equipes de manutenção programem intervenções antes que ocorram falhas, reduzindo o tempo de inatividade não planejado que pode interromper os cronogramas de produção e expor lotes de molas parcialmente temperadas a riscos de qualidade.
O revenido de primavera às vezes é confundido com alívio de tensão e recozimento. Esses são processos de tratamento térmico relacionados, mas distintos, e as diferenças são significativamente importantes na fabricação de molas.
| Processo | Faixa de temperatura | Objetivo | Efeito na dureza |
|---|---|---|---|
| Temperamento de Primavera | 150°C – 500°C | Reduza a fragilidade após o endurecimento, defina as propriedades mecânicas finais | Reduz a dureza desde a extinção até o alvo especificado |
| Alívio do estresse | 120°C – 250°C | Remova as tensões de enrolamento ou enrolamento de molas formadas a frio | Mudança mínima na dureza |
| Recozimento | 700°C – 900°C | Amoleça totalmente o aço para conformação ou usinagem | Grande redução — resulta em material muito macio |
Molas enroladas a frio feitas de arame pré-endurecido (como arame musical ou arame trefilado) normalmente passam por alívio de tensão em vez de revenimento completo, porque o arame já foi temperado na fábrica de arame. O tratamento de alívio do estresse em 120°C a 230°C por 20 a 30 minutos remove tensões de enrolamento e estabiliza a geometria da mola sem alterar significativamente a dureza. As molas enroladas a quente, por outro lado, são enroladas acima da temperatura crítica de transformação e requerem endurecimento e revenido completos em um forno de têmpera de mola após a formação.
A escolha de um forno de têmpera de mola envolve o equilíbrio de vários requisitos operacionais. A escolha errada resulta em molas de baixa qualidade ou em um investimento caro em excesso de capacidade.

TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK12120 TK-12120 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-6160 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6160 ...
See Details
TK-6120 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6120 ...
See Details
TK-5200 TK-5200 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5160 TK-5160 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5120 TK-5120 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See DetailsCódigo QR móvel



