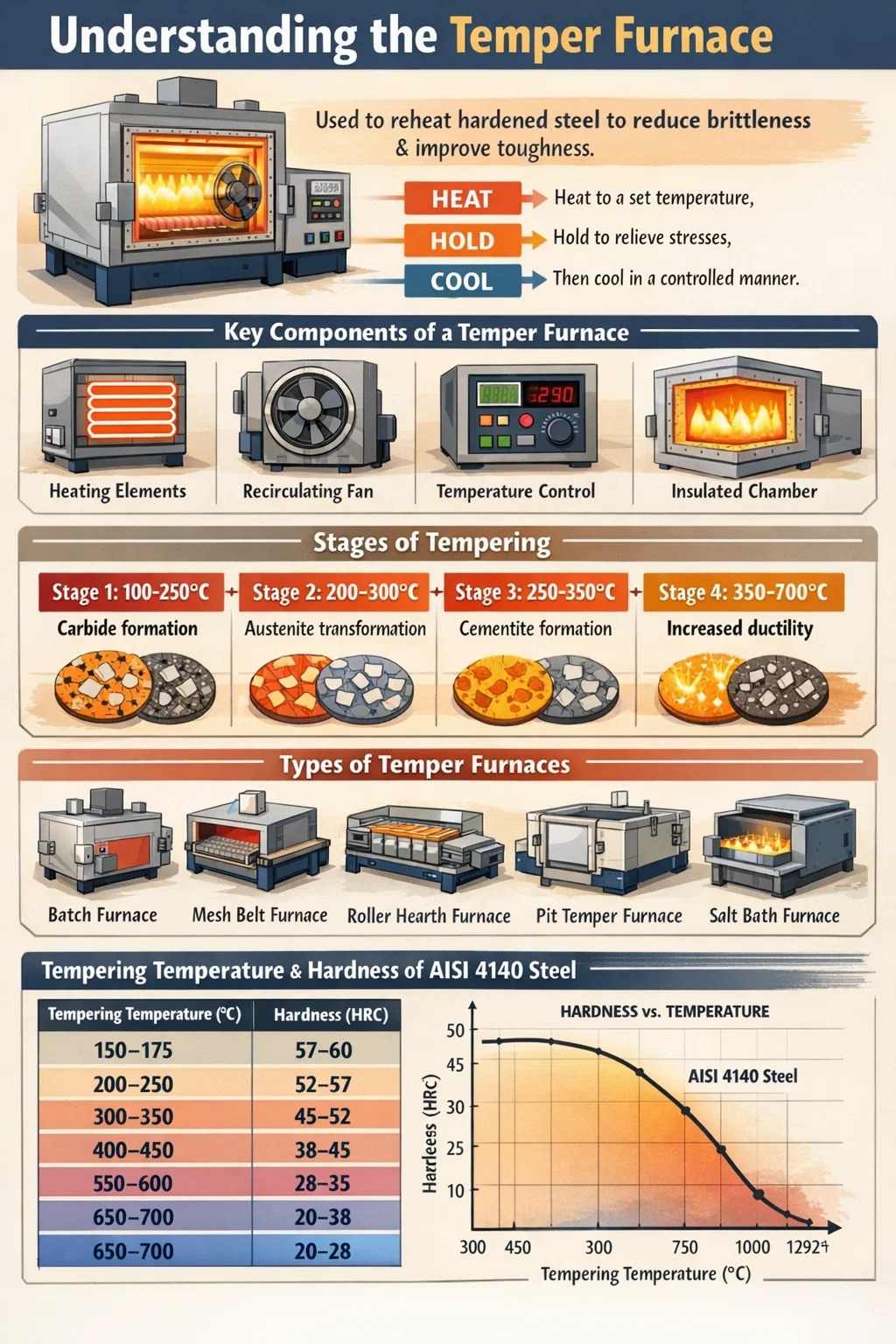
Um forno de têmpera é um tipo de forno de tratamento térmico industrial projetado especificamente para realizar o processo de têmpera em metais - mais comumente aço endurecido. Sua principal função é reaquecer um componente metálico previamente temperado ou endurecido a uma temperatura abaixo de seu ponto crítico inferior, mantê-lo nessa temperatura por um período controlado e, em seguida, permitir que ele esfrie de maneira regulada. Este processo alivia tensões internas, reduz a fragilidade e melhora a tenacidade sem sacrificar significativamente a dureza.
Para ser mais claro: depois que o aço é endurecido, ele se torna extremamente duro, mas também perigosamente quebradiço. Um forno de têmpera é a ferramenta que corrige esse desequilíbrio. Ele transforma uma peça frágil e sujeita a tensão em um componente com uma combinação cuidadosamente calibrada de dureza e ductilidade – adequada para cargas mecânicas do mundo real.
Os fornos de têmpera são amplamente utilizados nas indústrias automotiva, aeroespacial, de ferramentas, de rolamentos e de fabricação de molas. Eles processam tudo, desde ferramentas de corte e engrenagens até componentes estruturais e instrumentos cirúrgicos. A faixa de temperatura operacional de um forno de têmpera típico é 150°C a 700°C (302°F a 1292°F) , dependendo do material e das propriedades mecânicas alvo.
O princípio de funcionamento de um forno de têmpera é baseado na metalurgia térmica controlada. Queo o aço é temperado após a austenitização, ele se transforma em martensita – uma estrutura cristalina tetragonal supersaturada, centrada no corpo, que é extremamente dura, mas altamente tensionada e quebradiça. O revenido, realizado dentro do forno de têmpera, desencadeia uma série de transformações de fase controladas por difusão dentro da martensita que reduzem progressivamente a tensão e restauram a ductilidade.
O processo segue uma sequência clara de eventos físicos e metalúrgicos:
As mudanças metalúrgicas durante o revenido podem ser divididas em quatro estágios distintos com base na temperatura:
O forno de têmpera deve manter um rígido controle de temperatura em todas essas etapas. Os sistemas modernos alcançam uniformidade dentro ±3°C a ±5°C em toda a zona de trabalho, o que é essencial para um desempenho consistente das peças.
Compreender o projeto de um forno de têmpera ajuda a explicar por que ele alcança resultados metalúrgicos consistentes e repetíveis. Os principais componentes trabalham juntos para fornecer calor uniforme, atmosfera controlada e medição confiável de temperatura.
Os fornos de têmpera usam elementos de aquecimento por resistência elétrica ou queimadores a gás. Os sistemas elétricos – muitas vezes usando elementos de nicromo, Kanthal ou carboneto de silício – oferecem uma operação mais limpa e um controle mais preciso. Os sistemas movidos a gás oferecem custos operacionais mais baixos para produção em grande volume. O sistema de aquecimento é dimensionado para atender à carga térmica da carga (normalmente expressa em kW ou BTU/h).
A câmara do forno é revestida com tijolos refratários ou isolamento de fibra cerâmica. Módulos de fibra cerâmica são cada vez mais preferidos porque possuem menor massa térmica , o que significa tempos de aquecimento mais rápidos e menor consumo de energia. Uma câmara bem isolada reduz a perda de calor e estabiliza a distribuição de temperatura.
A recirculação forçada de ar quente é uma das características mais importantes de um forno de têmpera moderno. Ventiladores de alta velocidade circulam o ar aquecido pelas peças de trabalho, eliminando a estratificação de temperatura. Sem recirculação, a parte superior de um forno carregado pode ficar 30–50°C mais quente que a parte inferior. Um sistema de ventilador recirculante proporciona uniformidade de temperatura dentro de ±5°C ou melhor em toda a carga.
Termopares (normalmente Tipo K ou Tipo N) monitoram a temperatura em vários pontos do forno. Um controlador PID (Proporcional-Integral-Derivativo) ou um controlador lógico programável (PLC) gerencia os elementos de aquecimento com base no feedback do termopar. Os sistemas de última geração incorporam registradores de dados que registram cada ciclo para rastreabilidade — um requisito nos padrões aeroespaciais (AMS 2750) e de tratamento térmico automotivo.
Dependendo dos requisitos da aplicação, um forno de têmpera pode operar em ar, nitrogênio ou em atmosfera endotérmica protetora. O controle da atmosfera evita a oxidação e a descarbonetação da superfície durante o revenido, o que é particularmente importante para componentes de aço para ferramentas de precisão e anéis de rolamento.
As peças podem ser carregadas manualmente em bandejas ou automaticamente por meio de transportadores, bases de rolos ou sistemas empurradores. Os fornos de têmpera em lote lidam com cargas individuais, enquanto os fornos de têmpera contínua — como fornos de soleira de rolos ou fornos de têmpera de correia de malha — processam peças em um fluxo constante, adequado para operações de alto volume, como produção de fixadores, molas ou rolamentos.
Os fornos de têmpera vêm em diversas configurações, cada uma adequada para diferentes volumes de produção, geometrias de peças e requisitos de processo. A escolha do tipo certo impacta diretamente a eficiência energética, o rendimento e a uniformidade de temperatura.
| Tipo de forno | Modo de operação | Faixa de temperatura típica | Mais adequado para |
|---|---|---|---|
| Forno de têmpera de caixa/lote | Lote | 150–700°C | Ferramentas, matrizes, tipos de peças mistas |
| Forno de têmpera de poço/vertical | Lote | 150–650°C | Eixos longos, barras, hastes |
| Forno de têmpera de correia de malha | Contínuo | 150–500°C | Peças pequenas: fixadores, rolamentos, molas |
| Forno de têmpera com lareira de rolo | Contínuo | 200–700°C | Grandes peças planas, estampados automotivos |
| Forno de têmpera inferior do carro | Lote | 200–700°C | Forjados pesados, grandes componentes industriais |
| Forno de têmpera para banho de sal | Lote | 150–600°C | Revenimento rápido e uniforme de peças de precisão |
Ummong these, the forno de têmpera de correia de malha é o mais prevalente em ambientes de produção em massa. Uma linha de forno com correia de malha única pode processar centenas de quilogramas de peças por hora, tornando-se a espinha dorsal das operações de tratamento térmico de rolamentos e fixadores em todo o mundo.
A variável mais influente no processo de têmpera é a temperatura. Dentro do forno de têmpera, a temperatura selecionada determina diretamente o equilíbrio entre dureza e tenacidade. À medida que a temperatura de revenido aumenta, a dureza diminui e a tenacidade aumenta – mas a relação não é linear e depende muito da composição da liga.
Para um aço comum de médio carbono como o AISI 4140, veja como a temperatura de revenido afeta a dureza Rockwell (HRC) após a têmpera em óleo:
| Temperatura de têmpera (°C) | Dureza (HRC) | Aplicação Típica |
|---|---|---|
| 150–175 | 57–60 | Ferramentas de corte, superfícies de desgaste |
| 200–250 | 52–57 | Rolamentos, buchas |
| 300–350 | 45–52 | Molas, ferramentas manuais |
| 400–450 | 38–45 | Engrenagens, eixos, bielas |
| 550–600 | 28–35 | Componentes estruturais, vasos de pressão |
| 650–700 | 20–28 | Forjados de alta tenacidade, máquinas pesadas |
Um fenômeno importante a ser observado é fragilização do temperamento — uma redução na resistência ao impacto que ocorre quando certos aços-liga são revenidos na faixa de 250–400°C (faixa de fragilidade azul) ou resfriados lentamente até 375–575°C. Fornos de têmpera usados para ligas de aço são frequentemente programados para evitar essas faixas de temperatura ou para resfriá-los rapidamente para evitar fragilização. É por isso que a programação precisa do forno é importante – não apenas atingir uma temperatura alvo, mas também gerenciar a taxa e o caminho da mudança de temperatura.
Os fornos de têmpera estão presentes em praticamente todos os setores que dependem de peças de aço temperado. O processo de têmpera não é opcional para a maioria dos componentes de engenharia — é uma etapa obrigatória que faz a diferença entre uma peça que apresenta desempenho confiável em serviço e outra que fratura sob carga.
O setor automotivo está entre os maiores consumidores de capacidade de têmpera em todo o mundo. Engrenagens, virabrequins, eixos de comando, bielas, semi-eixos, molas de válvulas e componentes de transmissão passam por fornos de têmpera como parte de sua rota de produção. Um automóvel de passageiros moderno contém centenas de peças de aço tratadas termicamente, e muitas delas requerem revenido para atingir o equilíbrio certo entre resistência à fadiga e resistência ao impacto. Fornos de têmpera de esteira de malha contínua ou de rolos funcionando 24 horas por dia são equipamentos padrão em fábricas de fornecedores automotivos de alto volume.
Os anéis de rolamento e os corpos rolantes exigem um revenimento muito preciso, normalmente na faixa de 150–180°C , para atingir a dureza alvo de 58–64 HRC, eliminando a austenita retida e garantindo a estabilidade dimensional. Mesmo um desvio de 10°C da temperatura de revenido especificada pode fazer com que a dureza fique fora da tolerância. É por isso que os fabricantes de rolamentos investem pesadamente na qualificação de fornos e em sistemas de fornos de têmpera compatíveis com AMS 2750/CQI-9.
As ferramentas de corte de aço rápido (HSS) são normalmente temperadas a 540–560°C — um processo chamado revenido de endurecimento secundário — realizado duas ou três vezes para converter a austenita retida e desenvolver carbonetos secundários que fornecem dureza vermelha. Aços para ferramentas para trabalho a frio, como aço para matrizes para trabalho a quente D2 ou H13, são temperados em diferentes faixas de temperatura para otimizar suas propriedades de serviço específicas. Os fornos box batch de têmpera são a escolha mais comum para oficinas de ferramentas e matrizes devido à sua flexibilidade no manuseio de peças de tamanhos variados.
Componentes do trem de pouso, fixadores, estruturas estruturais e peças do motor exigem revenido sob condições estritamente controladas. O revenido aeroespacial deve estar em conformidade com as especificações AMS 2759, que definem faixas de temperatura permitidas, tempos de espera, posições de termopares e requisitos de registro. Os fornos de têmpera usados na indústria aeroespacial normalmente apresentam vários termopares, sistemas de controle redundantes e registro de ciclo totalmente automatizado com rastreabilidade digital.
Molas de válvulas, molas de suspensão e molas industriais são temperadas a aproximadamente 380–450°C para otimizar seu limite elástico e vida à fadiga. Fornos de têmpera de correia de malha contínua são ideais aqui, uma vez que fios de mola ou molas helicoidais podem fluir em grandes quantidades. O revenido adequado melhora a resistência à fadiga, relaxando as tensões residuais introduzidas durante os processos de enrolamento e shot peening.
Esses três tipos de forno são todos usados para tratamento térmico, mas servem a finalidades metalúrgicas fundamentalmente diferentes. Confundi-los leva a erros de processo significativos e peças descartadas.
A principal distinção é que um forno de têmpera é sempre usado depois endurecimento, como uma etapa corretiva. Recozimento e normalização são normalmente feitos antes endurecimento final, como etapas preparatórias. As faixas de temperatura operacional também diferem significativamente: o revenido permanece abaixo de 700°C, enquanto o recozimento e a normalização geralmente operam acima de 800–950°C.
Acertar o temperamento requer mais do que apenas ajustar um dial. Vários parâmetros de interação devem ser gerenciados simultaneamente para alcançar o resultado desejado de forma consistente.
Pesquisas de uniformidade de temperatura (TUS) — conforme exigido pela AMS 2750 e padrões similares — medem a distribuição real da temperatura na zona de trabalho do forno usando vários termopares calibrados. Os fornos são classificados em classes de precisão com base na sua uniformidade: Classe 2 (±6°C) and Classe 3 (±8°C) são comuns para peças de precisão, enquanto a Classe 5 (±14°C) pode ser aceitável para aplicações menos críticas. A uniformidade inadequada de temperatura é uma das principais causas de rejeição de lotes de tratamento térmico.
O tempo de imersão é calculado com base na espessura da seção - uma regra prática comum é 1 hora por polegada (25 mm) de seção transversal , com mínimo de 1 hora. O tempo de imersão insuficiente deixa tensões residuais no núcleo das seções espessas. O tempo de imersão excessivo em temperaturas acima de 500°C para certas ligas de aço apresenta risco de fragilização por revenimento ou crescimento de grãos. Ambos os extremos degradam o desempenho.
Sobrecarregar um forno de têmpera ou empilhar peças firmemente impede o fluxo de ar e cria gradientes de temperatura dentro da carga. As peças devem ser dispostas de modo a permitir uma circulação de ar adequada. Acessórios de cesta ou bandeja são frequentemente usados para manter a separação entre as peças. Em fornos contínuos, a densidade de carga da correia (kg/m²) é um parâmetro crítico do processo.
Para peças onde a integridade da superfície é crítica — como engrenagens de precisão ou pistas de rolamentos — uma atmosfera neutra ou ligeiramente redutora evita a oxidação e a descarbonetação durante o revenido. Atmosferas de nitrogênio ou nitrogênio-metanol são comumente usadas em fornos de têmpera com atmosfera controlada. Peças temperadas ao ar livre em altas temperaturas podem desenvolver camadas superficiais de óxido que devem ser removidas por jateamento ou tamboreamento, aumentando o custo e o tempo de ciclo.
Para a maioria dos aços carbono simples e de baixa liga, a taxa de resfriamento após o revenido tem impacto mínimo nas propriedades finais. No entanto, para certos aços-liga - particularmente aqueles que contêm Mn, Cr, Ni ou P - o resfriamento lento até 375-575°C causa fragilização por revenimento, uma queda dramática na tenacidade do entalhe. Esses aços devem ser água ou óleo temperado após o revenido para contornar esse intervalo rapidamente.
Os custos de energia representam uma fração significativa das despesas operacionais em qualquer instalação de tratamento térmico. Os projetos modernos de fornos de têmpera incorporam múltiplas estratégias para reduzir o consumo de energia sem comprometer o desempenho metalúrgico.
Alguns sistemas avançados de fornos de têmpera contínua agora atingem um consumo específico de energia abaixo 0,15 kWh por quilograma de aço processado — uma melhoria significativa em relação aos projetos mais antigos que consumiam 0,25–0,35 kWh/kg.
Mesmo com um forno de têmpera adequadamente projetado, erros de processo podem introduzir defeitos que comprometem o desempenho da peça. Compreender esses defeitos e suas causas básicas ajuda os operadores a configurar e manter seu processo de têmpera corretamente.

TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK12120 TK-12120 12 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-6160 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6160 ...
See Details
TK-6120 MÁQUINA DE LAMINAÇÃO DE MOLA CNC TK-6120 ...
See Details
TK-5200 TK-5200 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5160 TK-5160 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See Details
TK-5120 TK-5120 5 EIXOS CNC MÁQUINA DE ENROLAMENTO DE MOLA ...
See DetailsCódigo QR móvel

 Language
Language  中文简体
中文简体

